
Maîtriser les réglages du laser CO2 : un guide pratique pour le bois, l'acrylique et le cuir
Pour les opérateurs de laser et les ateliers de fabrication, trouver le juste équilibre entre puissance et vitesse est plus qu'une exigence technique, c'est un art. Trouver les réglages de laser CO2 idéaux est essentiel pour transformer une feuille de matière brute en un produit de qualité professionnelle. Que vous dirigiez une chaîne de production à gros volume ou que vous travailliez sur des modèles architecturaux sur mesure, la science de l'interaction laser-matière dicte votre résultat final.
Ce guide se concentre sur les trois matériaux non métalliques les plus courants : le bois, l'acrylique et le cuir. En comprenant la physique derrière le faisceau, vous pouvez passer des tâtonnements à un flux de travail reproductible et basé sur des données.
Table des matières
La physique du faisceau : pourquoi les réglages sont importants
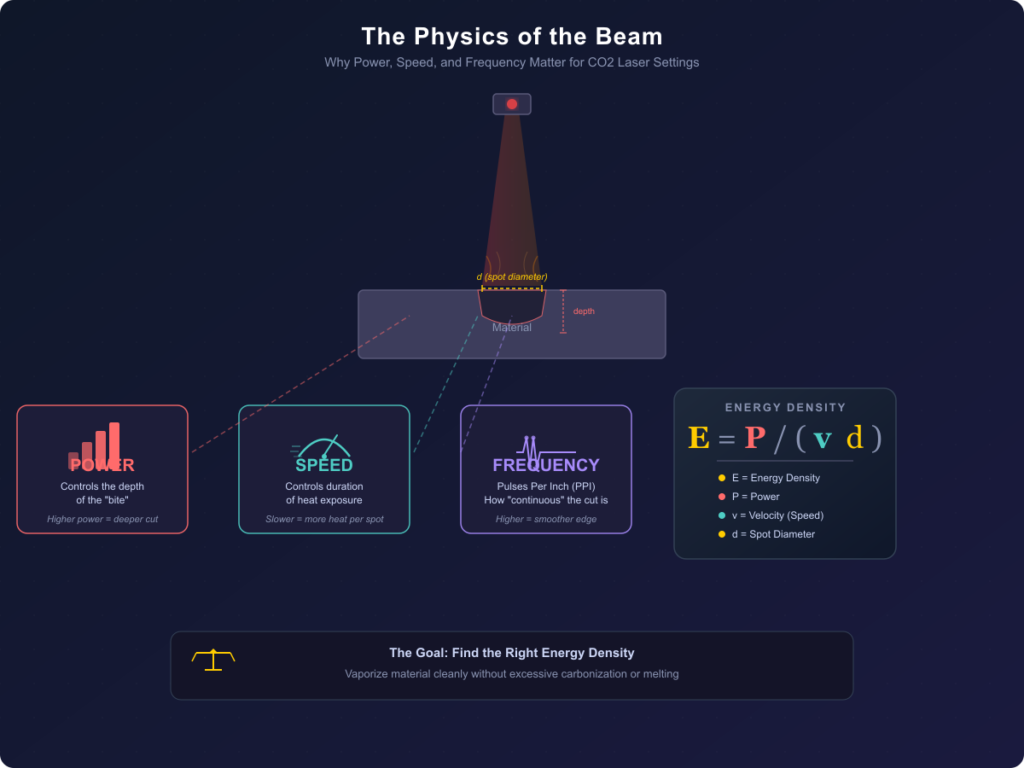
Avant de plonger dans les spécificités des matériaux, nous devons aborder les variables fondamentales : la Puissance, la Vitesse et la Fréquence. Ces trois piliers constituent vos Réglages de Laser CO2. La Puissance détermine la profondeur de la “bouchée”, la Vitesse contrôle la durée d'exposition à la chaleur, et la Fréquence (ou PPI/Pulsations par Pouce) détermine à quel point la coupe apparaît “continue”.
La relation peut être définie par la formule de la densité d'énergie :
Où E est la densité d'énergie, P est la puissance, est la vitesse (la rapidité), et d est le diamètre du spot. Affiner vos réglages de laser CO2 est essentiellement un exercice de gestion de cette densité d'énergie pour assurer la vaporisation du matériau sans provoquer de carbonisation ou de fusion excessive.
Bois : Obtenir des coupes nettes et des textures naturelles
Le bois est peut-être le matériau le plus polyvalent, mais sa nature organique rend le réglage des paramètres des lasers CO2 pour différents types de bois difficile. La densité et la teneur en humidité du bois affectent considérablement la manière dont le faisceau interagit avec les fibres de lignine et de cellulose.
Gravure sur bois et MDF vs Contreplaqué
Lors de la détermination des réglages du laser CO2 pour la gravure du bois, vous devez tenir compte du grain du bois. Les bois durs comme le noyer ou le cerisier nécessitent une puissance plus élevée pour obtenir un contraste profond, tandis que les bois tendres comme le pin peuvent se carboniser facilement si la vitesse est trop faible.
Il y a aussi une différence distincte lorsque l'on compare les réglages du laser CO2 pour MDF vs Contreplaqué. Le MDF est un matériau homogène avec une teneur élevée en colle, ce qui signifie qu'il se coupe de manière très régulière mais produit plus de fumée. Le contreplaqué, en revanche, a des directions de grain alternées et des couches de colle qui peuvent provoquer un “calage” du faisceau si la puissance n'est pas suffisante pour pénétrer l'adhésif.
Résoudre le problème des brûlures
L'une des questions les plus fréquentes des opérateurs est la façon d'éviter les marques de brûlure sur le bois gravure laser. La réponse réside dans la synergie entre la vitesse et l'assistance à l'air. En augmentant la vitesse et en utilisant une assistance à l'air haute pression, vous pouvez “souffler” la fumée et les débris avant qu'ils ne se déposent sur la surface. Comprendre l'impact des paramètres du laser CO2 sur l'orientation du grain vous aidera également à déterminer s'il faut graver dans le sens du fil ou dans le sens contraire pour obtenir un fini plus net.
Acrylique : La quête de la clarté optique
L'acrylique (PMMA) est un matériau de prédilection pour la signalétique et les récompenses en raison de sa capacité à obtenir un bord “ poli ” directement à partir de la machine. Cependant, maîtriser les réglages laser CO2 pour les polymères transparents demande un état d'esprit différent de celui du bois.
Réaliser le bord poli à la flamme
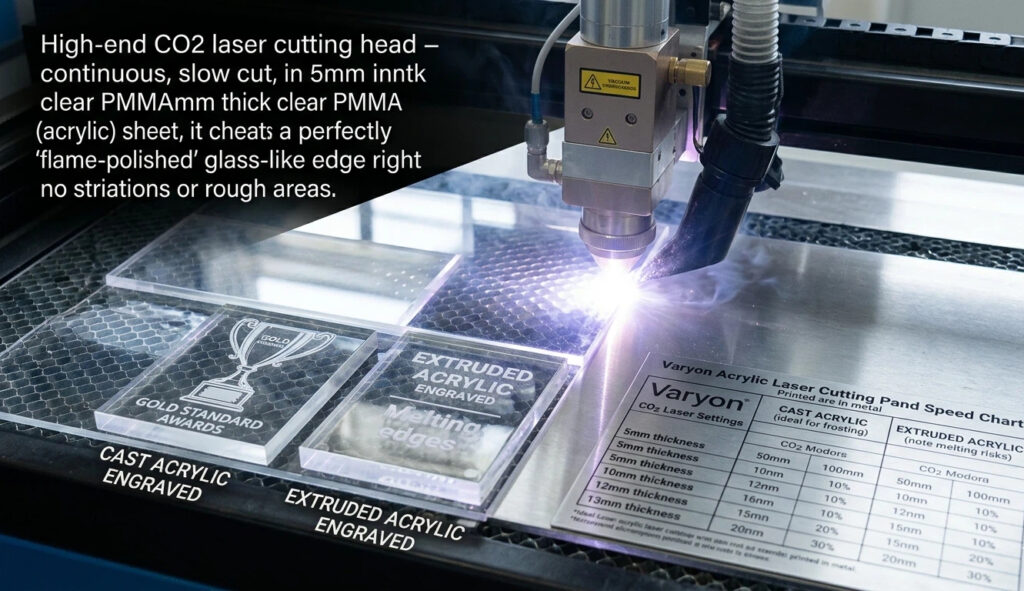
Le secret pour obtenir des bords polis à la flamme sur de l'acrylique est une coupe lente et régulière avec une impulsion à haute fréquence. Cela permet aux bords de la coupe de fondre momentanément et de se re-solidifier en une surface lisse et vitreuse. Pour de l'acrylique de 5 mm, vous voulez généralement une vitesse plus lente et une puissance de sortie élevée, tandis que la gravure nécessite une vitesse très élevée pour éviter que la surface ne fonde en une masse “collante”.
Un tableau fiable de puissance et de vitesse pour la découpe laser acrylique permettra de distinguer Acteur et Extrudé L'acrylique coulé devient un magnifique blanc “givré” lorsqu'il est gravé, ce qui en fait la référence en matière de récompenses haut de gamme. L'acrylique extrudé, bien que moins cher, a tendance à fondre plutôt qu'à givrer, nécessitant des réglages très spécifiques du laser CO2 pour éviter les bords pâteux.
Cuir : Précision et détail
Le cuir est une matière délicate qui réagit rapidement à la chaleur. Parce qu'il s'agit d'une fibre à base de protéines, on ne saurait trop insister sur la nature délicate des réglages du laser CO2 sur les peaux. Trop de chaleur non seulement brûlera le cuir, mais le fera aussi rétrécir ou se déformer.
Contrôle de la profondeur et sécurité
Pour ceux qui créent des identités de marque, les meilleurs réglages de laser pour les patchs en cuir impliquent généralement une approche à faible puissance et à haute vitesse. Cela permet une gravure de surface qui modifie la couleur sans compromettre l'intégrité structurelle du cuir. Gravure laser CO2 Le contrôle de la profondeur est vital pour le cuir ; si vous coupez trop profondément, le cuir deviendra cassant sur les bords.
Le réglage fin des paramètres d'un laser CO2 pour une gravure complexe est également une question de sécurité. Le cuir tanné au chrome peut libérer des fumées toxiques lors de la découpe au laser. Assurez-vous toujours de travailler avec du cuir tanné végétal ou que votre système d'échappement est de qualité industrielle.
Point de départ : La table des paramètres maîtres
Le tableau suivant fournit un résumé des réglages de départ pour laser CO2 pour une machine standard de 60W et 100W. Notez qu'il s'agit de valeurs de référence ; un “ test d'échelle de puissance ” doit toujours être effectué d'abord sur une pièce de rebut.
| Matériel | Taper | Puissance (60W) | Vitesse (60W) | Puissance (100W) | Vitesse (100W) | Note |
| Contre-plaqué | 3mm Coupe | 60-70% | 15-20 mm/s | 45-55% | 25-30 mm/s | Utiliser l'assistance pneumatique |
| MDF | Coupe 5 mm | 80-90% | 8-10mm/s | 60-70% | 15-18 mm/s | Fumée épaisse |
| Acrylique | Coupe 5 mm | 90% | 5-8mm/s | 75% | 10-12 mm/s | Lame de Flamme |
| Cuir | Graver | 15-20% | 300 mm/s | 10-15% | 400 mm/s | Tan végétal uniquement |
| Bois | Graver | 25-30% | 350mm/s | 20-25% | 450 mm/s | Masquage suggéré |
Synergie Technique : Matériel et Aide Aérienne
La stabilité du matériel de votre machine affecte vos paramètres de laser CO2 plus que vous ne le pensez. Un tube laser avec un mode faisceau TEM00 stable (une distribution gaussienne de la lumière) produira un spot de taille beaucoup plus fine, vous permettant d'utiliser moins de puissance pour la même profondeur de coupe.
De plus, les réglages optimaux de l'assistance d'air pour la découpe laser CO2 sont les héros méconnus de la qualité. Pour le bois, l'air sous haute pression empêche la combustion. Pour l'acrylique, un doux “murmure” d'air est souvent préférable, car une pression élevée peut créer des ondulations sur le bord fondu avant qu'il ne se solidifie. Lorsque vous considérez les réglages de puissance pour les lasers CO2 de 60W par rapport à 100W, rappelez-vous que le tube de 100W a une puissance de déclenchement minimale plus élevée, ce qui le rend moins adapté aux gravures très délicates sur papier fin ou cuir léger.
Conclusion
Le cheminement pour optimiser les réglages de votre laser CO2 pour chaque projet est une affaire de tests continus. Bien que les tableaux et les guides fournissent une base nécessaire, les caractéristiques uniques de chaque lot de bois ou de cuir nécessiteront des ajustements mineurs. En vous concentrant sur l'interaction entre la densité d'énergie et les propriétés du matériau, vous pouvez vous assurer que votre machine laser CO2 reste un outil de précision plutôt qu'un instrument grossier.
Restez concentré sur les données, gardez vos optiques propres et faites toujours un test d'étalonnage. Avec ces pratiques, des résultats de qualité professionnelle deviendront la norme pour votre atelier.
FAQ
Pourquoi ma gravure sur bois noircit-elle ?
Votre vitesse est trop faible ou votre puissance est trop élevée. Augmentez votre vitesse pour réduire le “ temps de séjour ” du faisceau sur le matériau.
Comment obtenir un bord net sur de l'acrylique ?
Ralentissez et assurez-vous que votre fréquence (Hz) est réglée sur une valeur élevée. De plus, réduisez légèrement la pression de l'assistance d'air.
Puis-je découper du cuir avec un laser de 100W ?
Oui, mais comme 100W c'est puissant, utilisez une vitesse très élevée et le pourcentage de puissance stable le plus bas (généralement 10-12%) pour éviter de brûler.
La longueur focale de l'objectif affecte-t-elle mes réglages ?
Absolument. Une lentille plus courte (1,5″) est meilleure pour la gravure fine, tandis qu'une lentille plus longue (2,5″ ou 4″) est meilleure pour découper des matériaux épais comme l'acrylique de 10 mm.