
إتقان إعدادات ليزر ثاني أكسيد الكربون: دليل عملي للخشب، الأكريليك والجلد
بالنسبة لمشغلي الليزر وورش التصنيع، فإن تحقيق التوازن المثالي بين القوة والسرعة هو أكثر من مجرد متطلب تقني – بل هو حرفة. إن العثور على إعدادات الليزر المثالية لثاني أكسيد الكربون ضروري لتحويل ورقة خام من المواد إلى منتج احترافي. سواء كنت تدير خط إنتاج عالي الحجم أو تعمل على نماذج معمارية مصممة خصيصًا، فإن علم التفاعل بين الليزر والمواد يحدد نتيجتك النهائية.
يركز هذا الدليل على المواد غير المعدنية الثلاث الأكثر شيوعًا: الخشب والأكريليك والجلد. من خلال فهم الفيزياء الكامنة وراء الشعاع، يمكنك الابتعاد عن التخمين والتوجه نحو سير عمل قابل للتكرار وموجه بالبيانات.
جدول المحتويات
فيزياء الشعاع: لماذا الإعدادات مهمة
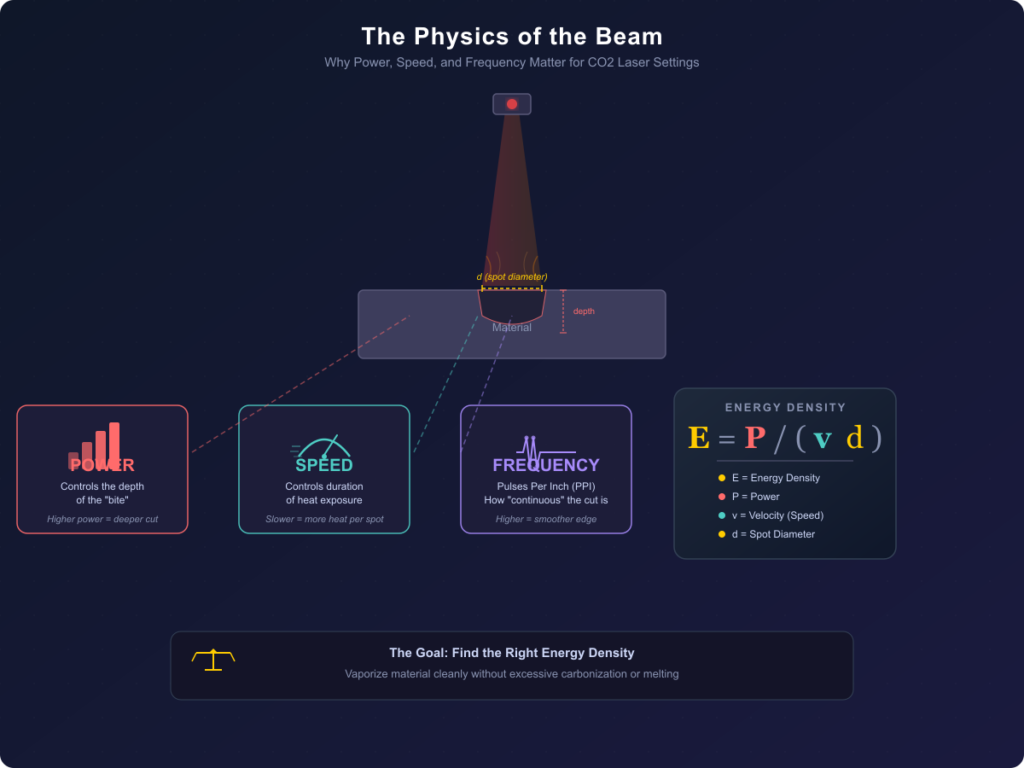
قبل الخوض في مواصفات المواد، يجب علينا معالجة المتغيرات الأساسية: الطاقة والسرعة والتردد. تشكل هذه الأعمدة الثلاثة إعدادات الليزر الكربوني لديك. تحدد الطاقة عمق “اللكمة”، وتتحكم السرعة في مدة التعرض للحرارة، ويحدد التردد (أو PPI/نبضات لكل بوصة) مدى “استمرارية” القطع.
يمكن تعريف العلاقة بواسطة صيغة كثافة الطاقة:
حيث E هي كثافة الطاقة، P هي القدرة، هي السرعة (السرعة)، و d هو قطر البقعة. إن تحسين إعدادات ليزر CO2 الخاص بك هو في الأساس تمرين في إدارة كثافة الطاقة هذه لضمان تبخير المادة دون التسبب في تفحم أو ذوبان مفرط.
الخشب: تحقيق قطع نظيفة وملمس طبيعي
الخشب ربما يكون المادة الأكثر تنوعًا، لكن طبيعته العضوية تجعل ضبط إعدادات الليزر الكربوني لأنواع الخشب المختلفة تحديًا. تؤثر كثافة المحتوى الرطوبي للخشب بشكل كبير على كيفية تفاعل الشعاع مع ألياف اللجنين والسليلوز.
النقش على الخشب وMDF مقابل الخشب الرقائقي
عند تحديد إعدادات الليزر الكربوني لنقش الخشب، يجب مراعاة ألياف الخشب. تتطلب الأخشاب الصلبة مثل الجوز أو الكرز طاقة أعلى لتحقيق تباين عميق، بينما يمكن أن تتفحم الأخشاب اللينة مثل الصنوبر بسهولة إذا كانت السرعة منخفضة للغاية.
وهناك أيضاً فرق واضح عند مقارنة إعدادات ليزر ثاني أكسيد الكربون لـ ألواح MDF مقابل الخشب الرقائقي. MDF هو مادة متجانسة ذات محتوى لاصق عالٍ، مما يعني أنها تقطع بشكل متسق للغاية ولكنها تنتج المزيد من الدخان. الخشب الرقائقي، من ناحية أخرى، لديه اتجاهات حبيبية متناوبة وطبقات لاصقة يمكن أن تسبب “توقف” للشعاع إذا لم تكن الطاقة كافية لاختراق المادة اللاصقة.
حل مشكلة علامة الاحتراق
أحد الأسئلة المتكررة من المشغلين هو كيفية تجنب علامات الاحتراق على الخشب النقش بالليزر. يكمن الجواب في التآزر بين السرعة والمساعدة الهوائية. بزيادة السرعة واستخدام مساعدة هوائية عالية الضغط، يمكنك “نفخ” الدخان والحطام بعيدًا قبل أن يستقر على السطح. سيساعدك فهم تأثير إعدادات الليزر CO2 على اتجاه الحبيبات أيضًا في تحديد ما إذا كنت ستقوم بالحفر مع اتجاه الحبيبات أو عبرها للحصول على أنظف تشطيب.
الأكريليك: السعي وراء الوضوح البصري
الأكريليك (PMMA) هو المادة المفضلة للعلامات والجوائز لقدرته على تحقيق حافة “مصقولة” مباشرة من الآلة. ومع ذلك، فإن إتقان إعدادات الليزر CO2 للبوليمرات الشفافة يتطلب عقلية مختلفة عن الخشب.
تحقيق الحافة المصقولة باللهب
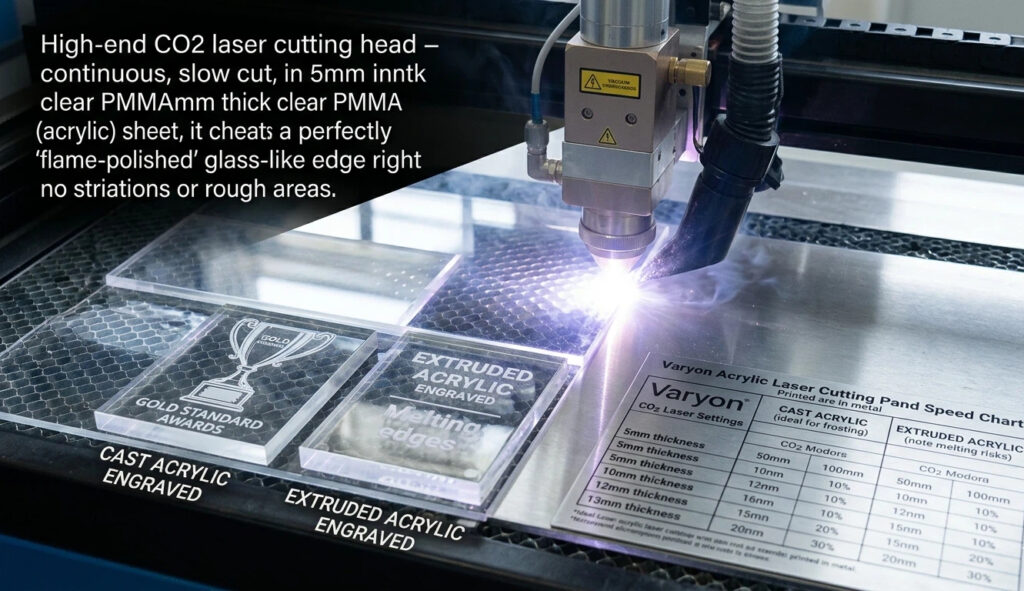
يكمن سر الحصول على حواف مصقولة باللهب على الأكريليك في قص بطيء وثابت بتردد عالٍ. هذا يسمح لحواف القطع بالذوبان للحظة وإعادة التصلب إلى سطح أملس يشبه الزجاج. بالنسبة للأكريليك مقاس 5 مم، فإنك ترغب عادةً في سرعة أبطأ وإخراج طاقة مرتفع، بينما يتطلب النقش سرعة عالية جدًا لمنع السطح من الذوبان إلى فوضى “لزجة”.
مخطط موثوق لقوة وسرعة القطع بالليزر للأكريليك سيميز بين صب و مُبَثَق الأكريليك. يتحول الأكريليك المصبوب إلى اللون الأبيض “المتجمد” الجميل عند النقش، مما يجعله المعيار الذهبي للجوائز الراقية. الأكريليك المبثوق، بينما هو أرخص، يميل إلى الذوبان بدلاً من التجمد، ويتطلب إعدادات ليزر ثاني أكسيد الكربون محددة جدًا لتجنب الحواف اللزجة.
الجلد: الدقة والتفاصيل
الجلد مادة دقيقة تتفاعل بسرعة مع الحرارة. نظرًا لأنه ألياف قائمة على البروتين، لا يمكن المبالغة في تقدير طبيعة إعدادات الليزر ثاني أكسيد الكربون الدقيقة على الجلود. الكثير من الحرارة لن يحرق الجلد فحسب، بل سيجعله ينكمش أو يتشوه أيضًا.
التحكم في العمق والسلامة
بالنسبة لأولئك الذين يقومون بإنشاء هويات للعلامات التجارية، فإن أفضل إعدادات الليزر للبقع الجلدية تتضمن عادةً نهجًا منخفض الطاقة وعالي السرعة. هذا يسمح بحفر سطحي يغير اللون دون المساس بالسلامة الهيكلية للجلد. نقش بالليزر CO2 التحكم في العمق بالنسبة للجلد أمر حيوي؛ إذا قطعت بعمق زائد، سيصبح الجلد هشًا عند الحواف.
ضبط إعدادات ليزر ثاني أكسيد الكربون للحفر الدقيق هو أيضًا مسألة سلامة. يمكن أن تطلق الجلود المدبوغة بالكروم أبخرة سامة عند قطعها بالليزر. تأكد دائمًا من أنك تعمل بجلود مدبوغة نباتيًا أو أن نظام العادم الخاص بك من الدرجة الصناعية.
نقطة البداية: جدول المعلمات الرئيسي
يقدم الجدول التالي ملخصًا لإعدادات ليزر ثاني أكسيد الكربون الأولية لآلة قياسية بقدرة 60 واط و 100 واط. لاحظ أن هذه قيم أساسية؛ يجب دائمًا إجراء “اختبار مقياس الطاقة” على قطعة خردة أولاً.
| مادة | يكتب | طاقة (60 وات) | سرعة (60 واط) | طاقة (100 واط) | سرعة (100 واط) | ملحوظة |
| خشب رقائقي | 3 ملم قطع | 60-70% | 15-20 ملم/ثانية | 45-55% | 25-30 ملم/ثانية | استخدم مساعدة الهواء |
| ألواح MDF | 5 ملم قص | 80-90% | 8-10 مم/ث | 60-70% | 15-18 مم/ثانية | دخان كثيف |
| أكريليك | 5 ملم قص | 90% | 5-8 ملم/ثانية | 75% | 10-12 ملم/ثانية | حافة اللهب |
| جلد | نقش | 15-20% | 300 ملم/ث | 10-15% | 400 مم/ثانية | مدبوغ بالنباتات فقط |
| خشب | نقش | 25-30% | 350 مم/ث | 20-25% | ٤٥٠ ملم/ثانية | اقتراح إخفاء |
التآزر التقني: الأجهزة والمساعدة الهوائية
تؤثر استقرار أجهزة جهازك على إعدادات الليزر ثاني أكسيد الكربون الخاصة بك أكثر مما قد تدركه. سيؤدي أنبوب الليزر الذي يتمتع بوضع شعاع TEM00 مستقر (توزيع غاوسي للضوء) إلى إنتاج بقعة أصغر بكثير، مما يسمح لك باستخدام طاقة أقل لنفس عمق القطع.
علاوة على ذلك، فإن إعدادات مساعد الهواء المثلى لقطع الليزر بثاني أكسيد الكربون هي الأبطال الخفيون للجودة. بالنسبة للخشب، يمنع الهواء عالي الضغط الاحتراق. بالنسبة للأكريليك، غالبًا ما يكون “همس” لطيف من الهواء أفضل، حيث يمكن للضغط العالي أن يخلق تموجات في الحافة المنصهرة قبل أن تتماسك. عند التفكير في إعدادات طاقة الليزر بثاني أكسيد الكربون لـ 60W مقابل 100W، تذكر أن أنبوب 100W لديه حد أدنى للطاقة الزناد أكبر، مما يجعله أقل ملاءمة للنقوش الدقيقة جدًا على الورق الرقيق أو الجلد الخفيف.
خاتمة
رحلة تحسين إعدادات الليزر الكربوني الخاص بك لكل مشروع هي رحلة اختبار مستمر. بينما توفر المخططات والأدلة أساسًا ضروريًا، فإن الخصائص الفريدة لكل دفعة من الخشب أو الجلد ستتطلب تعديلات طفيفة. من خلال التركيز على التفاعل بين كثافة الطاقة وخصائص المادة، يمكنك التأكد من أن جهاز الليزر الكربوني الخاص بك يظل أداة دقيقة بدلاً من أداة فظة.
حافظ على تركيزك على البيانات، واجعل عدساتك نظيفة، وقم دائمًا بإجراء اختبار شريطي. مع هذه الممارسات، ستصبح النتائج الاحترافية هي المعيار لورشة عملك.
التعليمات
لماذا يتحول حفري الخشبي إلى اللون الأسود؟
سرعتك منخفضة جدًا أو طاقتك مرتفعة جدًا. قم بزيادة سرعتك لتقليل “وقت البقاء” للشعاع على المادة.
كيف أحصل على حافة واضحة من الأكريليك؟
خفض سرعتك وتأكد من ضبط التردد (هرتز) على قيمة عالية. قلل أيضًا ضغط المساعدة الهوائية قليلاً.
هل يمكنني قطع الجلد باستخدام ليزر بقوة 100 واط؟
نعم، ولكن نظرًا لأن 100 واط قوية، استخدم سرعة عالية جدًا وأدنى نسبة طاقة مستقرة (عادة 10-12%) لتجنب الاحتراق.
هل يؤثر طول بؤبؤ العدسة على إعداداتي؟
بالتأكيد. عدسة أقصر (1.5 بوصة) أفضل للنقش الدقيق، بينما عدسة أطول (2.5 بوصة أو 4 بوصة) أفضل لقطع المواد السميكة مثل الأكريليك بسمك 10 ملم.