Solutions Laser pour le Traitement des Métaux
Solutions Laser pour le Traitement des Métaux
Le traitement des métaux ne consiste pas seulement à façonner la matière, il s'agit d'atteindre les tolérances et de maintenir le débit. Les solutions laser pour le traitement des métaux sont conçues exactement pour cela, que vous découpiez des géométries complexes, soudiez des enceintes à parois minces, nettoyiez des oxydes avant le revêtement ou marquiez des numéros de série pour la traçabilité. Les méthodes mécaniques traditionnelles créent souvent des goulots d'étranglement. La valeur est simple : nous remplaçons la force brute par une lumière de précision pour améliorer la cohérence des lots, éliminer le meulage manuel secondaire et réduire considérablement le coût des retouches.
Dans l'industrie automobile et des pièces automobiles, les lasers ne sont pas adoptés pour paraître “avancés” — ils sont utilisés pour rendre la production de masse cohérente, la traçabilité fiable et la qualité d'assemblage répétable. Les équipementiers et les fournisseurs sont généralement confrontés à trois problèmes coûteux : des codes illisibles qui brisent la traçabilité, des soudures instables qui augmentent les reprises et les variations de qualité, et des conditions de surface incohérentes qui provoquent des défauts de revêtement, de liaison ou de soudage. Une solution laser pratique se concentre sur la réduction de ces incertitudes afin que chaque lot respecte la même norme.
Défis courants dans le traitement des métaux
Si votre atelier rencontre ces problèmes, nos solutions sont conçues pour les résoudre :
- Traitement secondaire : La découpe laisse des bavures ou des scories importantes, nécessitant un ébavurage manuel avant l'assemblage.
- Déformation de soudage : La tôle fine se déforme en raison d'un apport de chaleur élevé des procédés TIG/MIG, ruinant la précision dimensionnelle.
- Surface incohérente La rouille, l'huile ou les couches d'oxyde provoquent des porosités de soudure ou un décollement de peinture en aval.
- Sensibilité des matériaux : Lutte pour basculer les paramètres entre l'acier inoxydable, l'aluminium et le cuivre sans essais et erreurs.
- Lacunes de traçabilité : Les étiquettes imprimées tombent, ou les marquages peu profonds sont recouverts de peinture, perdant ainsi la trace des lots.
Matériaux et pièces typiques
Matériaux :
- Acier inoxydable (304, 316)
- Acier au carbone (acier doux)
- Aluminium (6061, 5052)
- Cuivre et laiton (haute réflectivité)
- Acier galvanisé
Pièces à usiner :
- Assemblages de tôles et supports
- Boîtiers et châssis électroniques
- Cadres tubulaires et tuyaux structurels
- Plaques et brides usinées
Conditions de surface :
- Manutention : rouille, calamine, oxydation, contamination par graisse/huile.

Objectifs : Ce que vous essayez d'accomplir
- Bords de coupe nets : Coupes sans bavures avec des tolérances serrées, prêtes pour soudage ou assemblage immédiats.
- Coutures stables Soudure à haute résistance avec faible déformation thermique et nettoyage post-soudure minimal.
- Préparation de la surface : Qualité de surface vierge pour une adhérence parfaite aux revêtements ou aux soudures.
- Identification permanente : Marquages profonds et à contraste élevé qui restent lisibles tout au long du cycle de vie du produit.
Chemins de traitement recommandés
1. Chemin de découpe laser
- Meilleur pour : Fabrication de tôlerie, d'équerres, de fixations et de prototypage rapide.
- Le processus : Des faisceaux focalisés de haute puissance vaporisent le métal avec un gaz d'assistance azote/oxygène.
- La Sortie : Bords carrés, aucune usure d'outil et capacité à découper des nids complexes pour minimiser les rebuts.
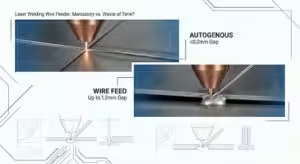
2 Chemin de soudage laser
- Meilleur pour : Enceintes à parois minces, blocs-piles et pièces structurelles esthétiques.
- Le processus : “La technologie de tête ”oscillante" remue le bain de soudure pour mieux combler les jeux sans surchauffer la pièce.
- La Sortie : Étanchéité hermétique, aspect de cordon constant et déformation thermique considérablement réduite.
3 Chemin de nettoyage laser
- Meilleur pour : Enlever la rouille, décaper la peinture ou nettoyer les oxydes avant soudure/revêtement.
- Le processus : Les impulsions de haute puissance ablative éliminent les contaminants sans endommager le métal de base.
- La Sortie : Une surface chimiquement propre avec une énergie de surface constante pour une adhérence fiable.
4 Marquage Laser / Chemin Point de Marque
- Meilleur pour : Identification de pièces, codes QR/DataMatrix et marquage de logo.
- Le processus : Recuit (marquage noir) ou gravure (enlèvement de matière) en fonction des besoins de durabilité.
- La Sortie : Traçabilité permanente qui résiste à l'abrasion, à la chaleur et aux produits chimiques.
Matériel nécessaire pour le traitement des métaux
Pour obtenir ces résultats, vous avez besoin du bon outil pour le travail :
- Machines de découpe laser à fibre : Pour la géométrie de précision et la vitesse.
- Machines de soudage laser : Manuel pour la flexibilité ou automatisé pour le volume.
- Machines de Nettoyage Laser : Lasers à impulsions pour le nettoyage de moules/pièces.
- Machines de marquage laser : Sources fibre/MOPA/UV pour le marquage.
- Machines de marquage par micro-percussion électriques : (Facultatif) Pour un marquage profond sur des pièces brutes ou des machines lourdes à forte usure.
Comment choisir la bonne configuration
N'achetez pas seulement des “watts” ; achetez la configuration qui correspond à votre flux de travail.
1 Volume de production et temps de cycle
- Prototype/Atelier : Les systèmes portatifs ou en table ouverte offrent le changement d'outillage le plus rapide entre des travaux divers.
- Haut Volume Les systèmes confinés et automatisés avec tables tournantes ou intégration de convoyeurs sont nécessaires pour respecter des cadences strictes.
2 Sensibilité au matériau et à l'épaisseur
- Métaux réfléchissants : Le cuivre et l'aluminium nécessitent des sources avec protection contre la rétro-réflexion.
- Sensibilité à la chaleur : Les pièces médicales fines nécessitent des lasers pulsés (MOPA/UV) pour éviter la décoloration ; l'acier de construction nécessite une puissance en onde continue (CW).
3 Type de poste de travail
- Portable Mobilité maximale pour les grandes pièces qui ne peuvent pas être déplacées facilement.
- Bureau/Stationnaire : Idéal pour les petites pièces nécessitant une haute précision.
- En ligne: Intégré directement dans votre ligne d'assemblage contrôlée par API.
4 Fixation et cohérence
- La Règle d'Or : Un laser n'est aussi précis que le montage qui maintient la pièce. Si votre pièce bouge, le laser la manque. Investissez dans des outillages rigides et répétables plutôt que dans une puissance laser plus élevée.
Contrôle Qualité et Conseils d'Acceptation
- Coupe : Inspecter la présence de crasse sur le bord inférieur et vérifier la perpendicularité.
- Soudage: Vérifier la profondeur de pénétration et rechercher les fissures ou la porosité (visuellement ou par coupe transversale).
- Nettoyage : Effectuez un “test de la goutte d'eau” : l'eau doit former un film continu et non des gouttelettes, ce qui indique une surface propre.
- Marquage: Vérifier la lisibilité de grade A/B avec un vérificateur de code-barres standard.
Téléchargements pour le traitement des métaux
- [PDF] Guide d'application du traitement des métaux
- [Checklist] Guide de sélection et de fixation des processus
- [Référence] Galerie d'échantillons de marquage laser (Acier inoxydable/Aluminium/Laiton)
- [Fiche technique] Paramètres de démarrage (Coupure/Soudage/Nettoyage)
- [Guide] Liste de contrôle de maintenance quotidienne
Arrêtez de deviner. Validez votre procédé. Ne vous fiez pas uniquement aux spécifications. Envoyez-nous vos dessins ou vos pièces physiques. Nous effectuerons un test de faisabilité, calculerons votre temps de cycle et fournirons un rapport de procédé prouvant les économies de coûts.
[ Télécharger les détails du projet et demander des tests d'échantillon ]
Meilleur équipement laser d'un bon rapport qualité-prix pour le traitement des métaux
Obtenez des équipements laser prêts pour l'usine, conçus pour la fabrication métallique moderne, où la précision des coupes, l'intégrité structurelle et la vitesse de production sont primordiales. De la découpe par fibre de haute précision au soudage sans déformation, en passant par l'élimination des oxydes de surface et la traçabilité permanente des pièces, nos solutions visent à éliminer le meulage secondaire, à garantir la cohérence des lots et à maximiser le profit par pièce. Indiquez votre type de matériau, son épaisseur et votre débit journalier, et nos ingénieurs vous recommanderont la configuration la plus rentable pour votre atelier.




Nouvelles sur le traitement des métaux et les dernières solutions d'application
Restez au courant de ce qui se passe dans la fabrication métallique industrielle, ainsi que des solutions laser pratiques qui vous aident sur le terrain. Nous partageons ici des conseils d'application concrets pour la découpe de précision, la soudure à faible déformation et le nettoyage de surface, ainsi que de nouveaux cas d'utilisation, des idées de processus et des leçons apprises en production. Si vous êtes confronté à un défi spécifique, vous y trouverez des conseils clairs et exploitables, bien au-delà des gros titres de l'industrie.










Téléchargement de ressources
Téléchargez des ressources de traitement des métaux telles que des tableaux de vitesse de coupe, des guides de pénétration de soudure, des bibliothèques d'échantillons de marquage et des listes de contrôle de maintenance pour la découpe, la soudure, le nettoyage et le marquage au laser. Ces fichiers couvrent les alliages courants tels que l'acier inoxydable, l'aluminium et l'acier au carbone. Si vous ne trouvez pas le paramètre spécifique pour l'épaisseur ou la nuance de votre matériau, contactez-nous avec vos spécifications et nous vous fournirons les données de test pertinentes.
Paramètres de traitement et tableaux de vitesse
PDF • 5,2 Mo
Guides d'application et de configuration
PDF • 5,2 Mo
Bibliothèques d'échantillons
PDF • 5,2 Mo
Le premier choix des clients du monde entier
Les fabricants choisissent GLOBALLASER pour une raison simple : la constance des résultats en production. De la découpe laser au soudage, en passant par le nettoyage et le marquage, nos machines sont conçues pour un fonctionnement fiable, une qualité constante et une intégration parfaite à votre flux de production.

Machine de marquage laser Vision
Fabricants de composants électroniques

Machine de marquage laser à fibre séparée
Propriétaire d'une entreprise artisanale de publicité
Machine de marquage portable standard
Fournisseur de pièces industrielles

Machine de marquage laser CO2 pour armoire
Fabricants d'équipements sur mesure
Machine de gravure laser 3020
Société de machines de précision
FAQ
Questions courantes de l'atelier Chaque ligne de production est unique, mais la physique du traitement des métaux reste la même. Ci-dessous se trouvent les questions techniques les plus fréquentes que nous recevons des ingénieurs et des directeurs d'usine concernant la faisabilité, la sécurité et l'intégration. Si votre scénario spécifique n'est pas couvert ici, téléchargez directement le dessin de votre pièce ou les spécifications de votre matériau – nous effectuerons un test de faisabilité pour vous donner la réponse réelle.
Quels matériaux peuvent être traités ?
Les bords nécessiteront-ils un ébavurage ?
Les lasers peuvent-ils souder des métaux réfléchissants ?
Est-ce qu'une enceinte de sécurité est obligatoire ?
Quels consommables sont nécessaires ?
Quelle est la profondeur de marquage possible ?
Les lignes existantes peuvent-elles être automatisées ?
Ai-je besoin d'un gaz spécialisé ?