Soluciones Láser para el Procesamiento de Metales
Soluciones Láser para el Procesamiento de Metales
El procesamiento de metales no se trata solo de dar forma al material; se trata de alcanzar tolerancias y mantener el rendimiento. Las Soluciones Láser para Procesamiento de Metales están diseñadas precisamente para eso, ya sea que esté cortando geometrías complejas, soldando recintos de paredes delgadas, limpiando óxidos antes de recubrir o marcando números de serie para su trazabilidad. Los métodos mecánicos tradicionales a menudo crean cuellos de botella. El valor es simple: reemplazamos la fuerza bruta con luz de precisión para mejorar la consistencia de los lotes, eliminar el lijado manual secundario y reducir drásticamente el costo de reprocesamiento.
En la industria automotriz y de autopartes, los láseres no se adoptan para parecer “avanzados”, sino que se utilizan para hacer que la producción en masa sea consistente, la trazabilidad confiable y la calidad del ensamblaje repetible. Los fabricantes de equipos originales (OEM) y los proveedores suelen tener problemas con tres problemas costosos: códigos ilegibles que rompen la trazabilidad, soldaduras inestables que aumentan el retrabajo y la variación de la calidad, y condiciones de superficie inconsistentes que causan defectos de recubrimiento, unión o soldadura. Una solución práctica con láser se enfoca en reducir estas incertidumbres para que cada lote cumpla con el mismo estándar.
Desafíos Comunes en el Procesamiento de Metales
Si su planta de producción tiene problemas con estas cuestiones, nuestras soluciones están diseñadas para solucionarlos:
- Procesamiento secundario: El corte deja rebabas o escoria pesadas, lo que requiere desbarbado manual antes del ensamblaje.
- Distorsión de soldadura: La lámina delgada se deforma debido a la alta entrada de calor de TIG/MIG, lo que arruina la precisión dimensional.
- Superficie inconsistente Las capas de óxido, aceite o herrumbre causan porosidad en la soldadura o descamación de la pintura posteriormente.
- Sensibilidad del material: Luchando por cambiar los parámetros entre acero inoxidable, aluminio y cobre sin tener que probar y equivocarse.
- Lagunas de Trazabilidad: Las etiquetas impresas se caen, o las marcas poco profundas quedan cubiertas por la pintura, perdiendo la pista de los lotes.
Materiales Típicos y Piezas de Trabajo
Materiales:
- Acero Inoxidable (304, 316)
- Acero al Carbono (Acero Suave)
- Aluminio (6061, 5052)
- Cobre y latón (alta reflectividad)
- Acero galvanizado
Piezas de trabajo:
- Conjuntos de chapa metálica y soportes
- Carcasas y chasis electrónicos
- Tubos y estructuras tubulares
- Placas y bridas mecanizadas
Condiciones de la superficie:
- Manipulación: Herrumbre, cascarilla de laminación, oxidación, contaminación por grasa/aceite.

Objetivos: Lo que intentas lograr
- Bordes de corte limpios: Cortes sin rebabas con tolerancias estrechas, listos para soldadura o ensamblaje inmediato.
- Costuras Estables Soldaduras de alta resistencia con baja distorsión térmica y mínima limpieza posterior a la soldadura.
- Preparación de la superficie: Calidad de superficie virgen para garantizar una adhesión perfecta para recubrimientos o soldadura.
- Identificación Permanente Marcas profundas y de alto contraste que permanecen legibles durante todo el ciclo de vida del producto.
Vías de proceso recomendadas
1. Trayectoria de corte láser
- Lo mejor para: Fabricación de chapa metálica, soportes, fijaciones y prototipado rápido.
- El Proceso: Potentes haces concentrados vaporizan el metal con gas de asistencia de nitrógeno/oxígeno.
- La Salida: Bordes rectos, sin desgaste de la herramienta y la capacidad de cortar nidos complejos para minimizar el desperdicio.
2 Trayectoria de soldadura láser
- Lo mejor para: Carcasas de paredes finas, paquetes de baterías y piezas estructurales estéticas.
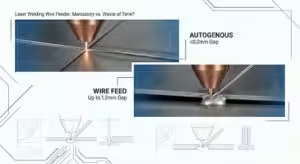
- El Proceso: “La tecnología de cabeza ”Wobble" agita el baño de soldadura para un mejor puente de huecos sin sobrecalentar la pieza.
- La Salida: Sellos herméticos, apariencia consistente del cordón y deformación térmica significativamente reducida.
3 Ruta de Limpieza Láser
- Lo mejor para: Eliminación de óxido, decapado de pintura o limpieza de óxidos antes de soldar/recubrir.
- El Proceso: Los pulsos de alta potencia ablatan contaminantes sin dañar el metal base.
- La Salida: Una superficie químicamente limpia con energía superficial consistente para una unión confiable.
4 Marcado Láser / Trayectoria de Punto Pin
- Lo mejor para: Identificación de piezas, códigos QR/DataMatrix y marcado de logotipos.
- El Proceso: Temple (marca negra) o grabado (eliminación de material) según las necesidades de durabilidad.
- La Salida: Trazabilidad permanente que sobrevive a la abrasión, el calor y los productos químicos.
Equipo necesario para el procesamiento de metales
Para lograr estos resultados, necesitas la herramienta adecuada para el trabajo:
- Máquinas de corte por láser de fibra: Para geometría de precisión y velocidad.
- Máquinas de soldadura láser: Manual para flexibilidad o automático para volumen.
- Máquinas de Limpieza Láser: Láseres de pulso para limpieza de moldes/piezas.
- Máquinas de Marcado Láser: Fuentes de fibra/MOPA/UV para codificación.
- Máquinas de Marcado por Punteado Eléctrico: (Opcional) Para marcado profundo en fundiciones rugosas o maquinaria pesada de alto desgaste.
Cómo elegir la configuración adecuada
No compre solo “vatios”; compre la configuración que se ajuste a su flujo de trabajo.
1 Volumen de Producción y Tiempo de Ciclo
- Prototipo/Taller de Oficios Los sistemas de mano o de mesa abierta ofrecen el cambio más rápido entre trabajos diversos.
- Alto volumen Se requieren sistemas cerrados y automatizados con mesas giratorias o integración de cintas transportadoras para cumplir con estrictos tiempos de Takt.
2 Sensibilidad del material y del espesor
- Metales Reflectantes El cobre y el aluminio requieren fuentes con protección contra el retroceso.
- Sensibilidad al calor Las piezas médicas delgadas necesitan láseres pulsados (MOPA/UV) para evitar la decoloración; el acero estructural necesita potencia de onda continua (CW).
3 Tipo de Estación de Trabajo
- Portátil Máxima movilidad para piezas grandes que no se pueden mover fácilmente.
- Escritorio/Estacionario: Lo mejor para piezas pequeñas que requieren alta precisión.
- En línea Integrado directamente en su línea de montaje controlada por PLC.
4 Fijación y Consistencia
- La Regla de Oro Un láser solo es tan preciso como el dispositivo que sostiene la pieza. Si tu pieza se mueve, el láser falla. Invierte en herramientas rígidas y repetibles en lugar de mayor potencia de láser.
Control de Calidad y Consejos de Aceptación
- Cortando: Inspeccionar rebabas en el borde inferior y comprobar la perpendicularidad.
- Soldadura: Verificar la profundidad de penetración y comprobar la presencia de grietas o porosidad (visual o por sección transversal).
- Limpieza: Realice una “Prueba de Rotura de Agua”: el agua debe correr en lámina, no formar perlas, lo que indica una superficie limpia.
- Marcado: Verifique la legibilidad de Grado A/B con un verificador de códigos de barras estándar.
Descargas para Procesamiento de Metales
- [PDF] Guía de Aplicación para el Procesamiento de Metales
- [Lista de verificación] Guía de selección de procesos y utillajes
- Galería de muestras de marcado láser (SS/Al/Latón)
- [Hoja de datos] Parámetros de inicio (Cortar/Soldar/Limpiar)
- [Guía] Lista de verificación de mantenimiento diario
Deja de adivinar. Valida tu proceso. No te fíes solo de las especificaciones. Envíanos tus planos o piezas físicas. Realizaremos una prueba de viabilidad, calcularemos tu tiempo de ciclo y te proporcionaremos un informe de proceso que demuestre el ahorro de costos.
[ Subir detalles del proyecto y solicitar pruebas de muestra ]
Mejor valor en equipos láser para procesamiento de metales
Obtenga equipos láser listos para la fábrica, diseñados para la fabricación moderna de metales, donde los bordes limpios, la integridad estructural y la velocidad de producción son lo más importante. Desde corte por fibra de alta precisión y soldadura sin distorsiones hasta la eliminación de óxido superficial y la trazabilidad permanente de piezas, nuestras soluciones se centran en eliminar el rectificado secundario, garantizar la consistencia de los lotes y maximizar las ganancias por pieza. Comparta el tipo de material, el grosor y el rendimiento diario, y nuestros ingenieros le recomendarán la configuración más rentable para su taller.




Noticias de procesamiento de metales y las últimas soluciones de aplicaciones
Manténgase al día con lo que sucede en la fabricación de metales industriales, además de las soluciones prácticas de láser que ayudan en el taller. Aquí compartimos consejos de aplicación real para corte de precisión, soldadura de baja distorsión y limpieza de superficies, junto con nuevos casos de uso, ideas de procesos y lecciones aprendidas en producción. Si se enfrenta a un desafío específico, encontrará una guía clara y procesable, no solo titulares de la industria.










Descarga de recursos
Descargue recursos de procesamiento de metales como gráficos de velocidad de corte, guías de penetración de soldadura, bibliotecas de marcado de muestras y listas de verificación de mantenimiento para corte, soldadura, limpieza y marcado láser. Estos archivos cubren aleaciones comunes como acero inoxidable, aluminio y acero al carbono. Si no puede encontrar el parámetro específico para el espesor o grado de su material, contáctenos con sus especificaciones y le proporcionaremos los datos de prueba relevantes.
Parámetros de Proceso y Gráficas de Velocidad
PDF • 5,2 MB
Guías de Aplicación y Configuración
PDF • 5,2 MB
Bibliotecas de muestras
PDF • 5,2 MB
La primera opción de los clientes globales
Los fabricantes eligen GLOBALLASER por una sencilla razón: los resultados se mantienen consistentes en la producción real. Desde corte y soldadura por láser hasta limpieza y marcado, nuestras máquinas están diseñadas para funcionar de manera confiable, ofrecer una calidad repetible y adaptarse sin problemas a su flujo de trabajo.

Máquina de marcado láser de visión
Fabricantes de componentes electrónicos

Máquina de marcado láser de fibra independiente
Propietario de un negocio de artesanía publicitaria
Máquina de marcado portátil estándar
Proveedor de piezas industriales

Máquina de marcado láser de CO2 para gabinetes
Fabricantes de equipos personalizados
Máquina de grabado láser 3020
Compañía de maquinaria de precisión
Preguntas frecuentes
Preguntas Frecuentes en Planta Cada línea de producción es única, pero la física del procesamiento de metales sigue siendo la misma. A continuación, se presentan las preguntas técnicas más frecuentes que recibimos de ingenieros y gerentes de planta sobre factibilidad, seguridad e integración. Si su escenario específico no está cubierto aquí, cargue directamente el dibujo de su pieza o las especificaciones del material; realizaremos una prueba de factibilidad para darle la respuesta real.
¿Qué materiales se pueden procesar?
¿Los bordes requerirán desbarbado?
¿Los láseres pueden soldar metales reflectantes?
¿Es obligatoria una carcasa de seguridad?
¿Qué consumibles se necesitan?
¿Qué tan profundo podemos marcar?
¿Se pueden automatizar las líneas existentes?
¿Necesito gas especializado?