
Laser Welding Machine for Thin Metal: How to Reduce Warping and Burn-Through
Thin metal welding is not mainly a power problem. It is a heat-control problem. Shops welding stainless steel panels, electrical enclosures, kitchen equipment, HVAC parts, elevator panels, or light sheet metal frames often face the same defects: warping, burn-through, discoloration, poor fit-up, and too much post-weld polishing. A laser welding machine for thin metal can help, but only when power, speed, focus, clamping, shielding gas, wire feeding, and operator technique are controlled together.
Tabla de contenido
Why does thin metal welding fail so quickly?
Thin sheet welding is unforgiving because the material has limited thickness to absorb heat. If the operator moves too slowly, uses too much power, or pauses at a corner, the panel can overheat within seconds. Once heat builds up, the sheet expands, contracts during cooling, and pulls itself out of shape.
This is why thin sheet welding often fails faster than thicker parts. A thick workpiece can absorb more heat before showing visible distortion. Thin metal cannot. The same mistake that creates a minor heat mark on a thick plate can create burn-through on 0.8 mm or 1.2 mm sheet.
The core challenge is balancing enough energy to fuse the joint without putting excessive heat into the surrounding panel. TWI’s article on how laser welding works notes that laser welding is used in industry because it can provide high speed, high accuracy, low heat input, and low distortion. That combination is why many shops consider laser welding when sheet metal quality becomes difficult to control.

Why does low heat input welding matter for thin sheet?
Low heat input welding matters because metal distortion is usually caused by unnecessary heat spreading beyond the joint. The goal is not simply to melt the edge. The goal is to create a stable weld before the surrounding material overheats.
Laser welding uses a concentrated energy source. When parameters are correct, the weld can be narrow, fast, and clean. TWI’s guide on the benefits of laser welding highlights advantages such as speed, low heat input, low distortion, and suitability for different materials.
That does not make laser welding automatic magic. Thin metal still needs clean edges, close fit-up, stable travel speed, shielding gas, and proper safety control. But compared with many manual processes, a laser welding machine for thin metal gives operators more ability to manage heat in a narrow zone.
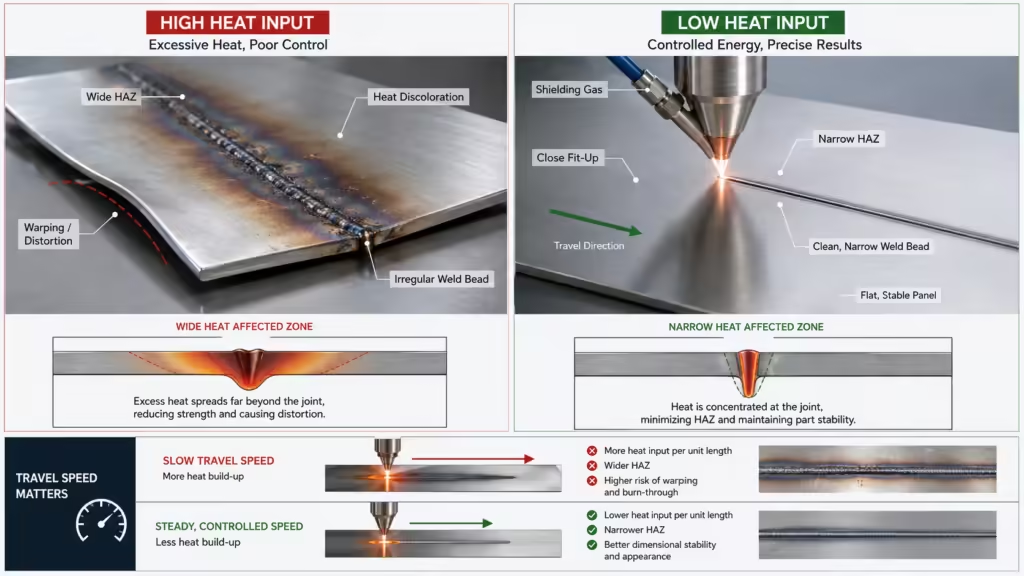
Consejo profesional: For thin sheet welding, faster is not always reckless. A steady, controlled travel speed can reduce heat build-up better than a slow pass with lower confidence.
Is laser welding better than TIG for thin sheet welding?
Laser welding can be better for thin sheet welding when speed, appearance, and low distortion are the main goals. TIG still has value for precision work, repair, specialized joints, and applications where a skilled welder needs direct puddle control. The better process depends on the material, joint, thickness, production volume, and quality standard.
For production shops, the biggest difference is often heat exposure. Laser welding can complete many thin sheet seams faster, which may reduce overall heat input and post-weld work. If you are comparing process speed and shop-floor impact, this internal guide on laser welding vs TIG welding for sheet metal gives a useful starting point.
The Fabricator’s article on welding thin sheet metal also points out that reducing burn-through and distortion is essential when welding thin-gauge materials. That is the real comparison point: which process helps your team control heat and produce repeatable results?
Why more power is not always better for thin metal
One common buying mistake is assuming that higher wattage always means better welding. For thin metal, maximum power matters less than controllability. If the machine cannot fine-tune power, speed, wobble width, focus, and wire feeding, it may create more defects instead of solving them.
A 1500W system is often considered for light-gauge stainless steel, carbon steel, and sheet metal applications, but the right choice still depends on thickness, joint type, production speed, and operator training. For shops reviewing this range, the 1500W laser welding machine page can help connect power level with real fabrication needs.
Buyer insight: do not ask only “How thick can it weld?” Ask “How well can it control thin sheet without burn-through, edge collapse, or discoloration?”
How can you reduce warping in sheet metal welding?
To reduce warping in sheet metal welding, control heat before it becomes stress. Start with fit-up. A wide gap forces the operator to slow down or add more filler, both of which can increase heat input. Then check clamping. Thin sheet must be held flat, especially near long seams and corners.
Practical steps include:
- clean oil, coating, oxide, and moisture before welding
- keep the joint gap as small and consistent as possible
- use proper clamping or backing support
- avoid stopping at corners
- balance travel speed with power
- use wobble welding only when the seam benefits from it
- allow heat to move away through fixtures or backing bars
- test settings on scrap material before production
A laser welding machine for thin metal is most effective when the operator treats fixturing as part of the process, not an accessory.
How do you avoid burn-through when using a laser welder?
Burn-through usually happens when energy stays in one area too long. The cause may be excessive power, slow travel speed, wrong focus position, poor fit-up, or an operator pause.
For anyone asking how to weld thin metal with laser welder settings, the safest answer is: test the process window first. Start with lower heat input, increase speed gradually, and confirm penetration without overheating the edge.
Check these controls:
1.Power: enough for fusion, not excessive melting.
2.Speed: steady movement prevents local overheating.
3.Focus: wrong focus can widen or destabilize the weld.
4.Wobble width: useful for some seams, harmful if too wide.
5.Wire feeding: helps fill gaps, but too much filler can overheat the joint.
6.Shielding gas: protects the weld and improves appearance.
7.Clamping: prevents gaps from opening during heating.
If burn-through happens randomly, the problem is often inconsistent fit-up or hand movement, not only machine power.
What machine features help control thin metal welding quality?
A good machine for thin metal should make parameter control easy. It should not force operators to guess every seam from scratch.
Important features include:
- stable laser output
- fine power adjustment
- adjustable wobble welding
- reliable wire feeding
- saved parameter presets
- effective cooling
- clear interface
- shielding gas compatibility
- safety interlocks
- training support
For buyers comparing models, this laser welding machine buying guide is useful when reviewing power, materials, production needs, and support.
Safety also belongs in the buying decision. OSHA’s laser hazards standards page explains that laser hazards are addressed in specific workplace standards, and the OSHA Technical Manual notes that Class IV lasers can be hazardous from direct or scattered viewing and require significant controls. AWS also warns in its article on handheld laser welding safety that Class 4 high-power lasers present serious direct and reflected beam hazards.
Where is thin metal laser welding most useful?
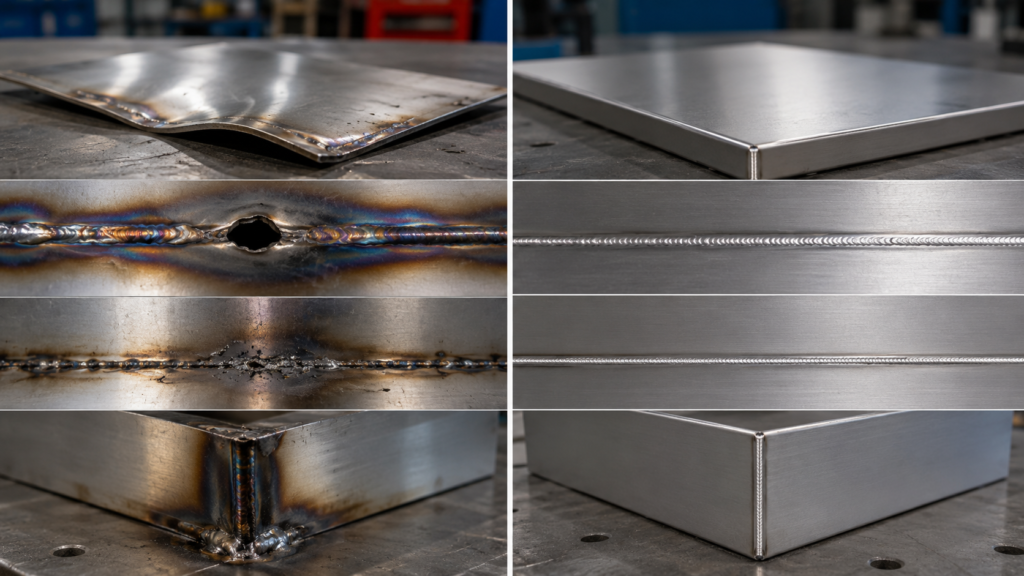
Thin metal laser welding is useful where appearance, speed, and low distortion matter together. Common applications include stainless steel cabinets, kitchen equipment, HVAC ducts, electrical boxes, elevator panels, metal furniture, light frames, and sheet metal enclosures.
In these applications, the value is not only a faster seam. It is also less grinding, less discoloration, fewer distorted panels, and more repeatable quality between operators.
For visible stainless steel parts, the benefit can be especially clear. A cleaner weld bead may reduce polishing time. For enclosures, lower distortion helps panels fit better after welding. For HVAC parts, faster welding can improve production flow while reducing heat damage on thin sections.

What will thin metal welding look like next?
Thin metal welding will keep moving toward better process control. More shops are asking for presets, easier training, wire-feeding integration, better safety packages, and more stable output. The future is not only higher power. It is better control at lower heat input.
Laser beam welding, as explained in the Wikipedia article on laser beam welding, uses a concentrated heat source for joining materials. In the next few years, the practical change will be how easily small and mid-size shops can apply that concentrated heat safely and repeatably.
The shops that benefit most will not be the ones chasing maximum wattage. They will be the ones that match the machine, fixture, operator training, material thickness, and quality target.
Preguntas frecuentes
Is laser welding good for thin metal?
Yes, when parameters and fit-up are controlled. Laser welding can reduce heat input, distortion, and post-weld grinding on suitable thin sheet applications.
How do you reduce warping in sheet metal welding?
Use lower heat input, steady travel speed, good clamping, clean fit-up, proper focus, and a weld sequence that avoids concentrating heat in one area.
Why does thin metal burn through during welding?
Burn-through usually comes from too much heat in one spot. Common causes include excessive power, slow speed, poor focus, gaps, and operator pauses.
Is 1500W enough for thin sheet welding?
Often, yes for many light-gauge stainless steel and carbon steel jobs. The final choice depends on material, thickness, joint design, speed, and quality requirements.
Is laser welding faster than TIG for sheet metal?
In many production sheet metal applications, laser welding can be faster than TIG. TIG still has value for specialist work, repair, and jobs needing manual puddle control.
What settings matter most for thin metal laser welding?
Power, speed, focus, wobble width, shielding gas, wire feeding, clamping, and joint gap control are the most important settings.