Soluciones láser para la fabricación de moldes y equipos
Soluciones láser para la fabricación de moldes y equipos
La realidad del sector: En la fabricación de moldes y equipos pesados, el éxito se define por tres parámetros: Precisión, estabilidad y ciclo de entrega. El valor láser: Sustituimos los procesos manuales y variables por una precisión digital controlada. Tanto si se trata de restaurar una cavidad de molde desgastada sin deformar la base, como de garantizar que una soldadura estructural encaje perfectamente a la primera, la tecnología láser reduce los “costes ocultos” del trabajo en banco, el ajuste y el pulido secundario.
Retos comunes
Si su taller de herramientas o planta de montaje lucha contra estos problemas, nuestras soluciones los abordan directamente:
- Ajuste y tolerancia de montaje: Rectificado manual constante y calce porque las piezas no se alinean perfectamente.
- Reparaciones arriesgadas: La soldadura TIG en un núcleo de molde provoca distorsiones térmicas o hundimientos, arruinando la línea de partición y requiriendo un retrabajo masivo.
- Contaminación superficial: Capas de óxido o agentes desmoldeantes residuales que causan porosidad en la soldadura o delaminación del revestimiento.
- Caos de trazabilidad: Mezclar deslizadores/insertos de aspecto similar, o perder la pista de los ciclos de mantenimiento porque las etiquetas de identificación se cayeron.
- Cuellos de botella en el procesamiento: Esperar a la electroerosión o al corte por hilo para realizar simples ajustes de fijación o calces.
Piezas de trabajo y materiales típicos
Piezas de trabajo:
- Componentes del molde: Núcleos, cavidades, deslizadores, elevadores, pasadores eyectores.
- Piezas de equipo: Bastidores estructurales, placas de montaje, ejes de precisión, fijaciones/plantillas a medida.
- Mantenimiento: Superficies desgastadas que requieren acumulación (revestimiento).
Materiales:
- Aceros para herramientas: P20, H13, S7, D2 (estados endurecidos).
- Estructural: Acero al carbono, acero inoxidable (304/316).
- No ferrosos: Aluminio (6061/7075), aleaciones de cobre (cobre berilio).
Estados superficiales:
- Superficies tratadas térmicamente, nitruradas, aceitosas, oxidadas o recubiertas que requieran preparación.
Qué pretende conseguir
- [Mejorar la precisión del montaje]
- Corte cuñas y fijaciones precisas al instante para facilitar el montaje.
- [Soldadura de reparación estable]
- Restauración de bordes/superficies con mínima Zona Afectada por el Calor (HAZ).
- [Preparación de la superficie para revestimiento/soldadura]
- Elimina óxidos/contaminantes sin alterar las dimensiones.
- [Identificación permanente de piezas y trazabilidad]
- Códigos de grabado profundo que sobreviven al calor, la presión y la abrasión.
- [Fabricación rápida de útiles]
- Prototipos rápidos de plantillas para sujetar piezas complejas para su mecanizado.
Vías de proceso recomendadas
1 Trayectoria de corte y conformado de precisión
- Aplicación: Corte de calzos personalizados, plantillas de montaje, útiles de control y modificación de placas estructurales.
- El resultado: Eliminación del tiempo de “ajuste”. Las piezas se cortan con una tolerancia exacta, lo que reduce la necesidad de rectificado manual durante el montaje final.
2 Reparación y montaje Recorrido de soldadura
- Aplicación: Reconstrucción de precisión en bordes de moldes desgastados, reparación de grietas en bastidores de equipos y unión de componentes estructurales.
- El resultado: Entrada de baja temperatura. A diferencia del TIG, la soldadura láser minimiza la distorsión, preservando la dureza y la tolerancia dimensional del material base. Reduce drásticamente el mecanizado posterior a la soldadura.
3 Limpieza y preparación de superficies
- Aplicación: Eliminación de óxido de moldes almacenados, limpieza de óxidos antes de soldar aluminio, decapado de pintura/grasa sin chorro de arena.
- El resultado: Una superficie prístina que garantiza la fusión de la soldadura 100% o la adherencia del revestimiento. Limpieza no abrasiva protege las tolerancias críticas del molde (a diferencia del chorro de arena).
4 Trayectoria de marcado y trazabilidad
- Aplicación: Grabado profundo de ID de pieza, códigos QR para el seguimiento del mantenimiento y números de versión en insertos intercambiables.
- El resultado: Gestión clara de los activos. Los códigos permanecen legibles incluso después de miles de ciclos de moldeo o procesos de tratamiento térmico.
Equipo láser necesario
Para ejecutar estos procesos, este es el hardware necesario:
- Máquina de soldadura láser: Manual para bastidores de equipos grandes; automatizada/controlada por joystick para reparación de moldes de precisión.
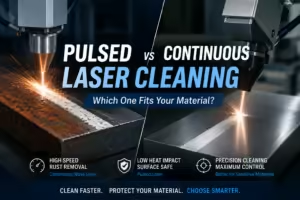
- Máquina de limpieza láser: Láser de impulsos para la limpieza de moldes sin dañarlos; láser de onda continua para la eliminación de óxido en bastidores.
- Máquina de marcado láser: Fibra/MOPA para grabado profundo en acero templado para herramientas.
- Máquina de corte por láser: (Opcional) Para la fabricación rápida de accesorios y componentes de chapa.
- Máquina eléctrica de marcado por puntos: (Opcional) Para un marcado profundo y sin tensiones en piezas de fundición pesadas o superficies rugosas en las que el contraste visual es menos importante que la profundidad.
Cómo elegir la configuración adecuada
1 Tipo de trabajo y requisitos de tolerancia
- Alta tolerancia (mohos): Requiere una soldadura láser precisa y pulsada para controlar la acumulación de calor y evitar el hundimiento.
- Estructural (marcos): Requiere soldadura CW (onda continua) de alta potencia para una penetración profunda y velocidad.
2 Tamaño de las piezas y accesibilidad
- Grandes moldes/máquinas: No puede mover una herramienta de 5 toneladas a una estación láser. Necesita soluciones láser portátiles con cables de fibra largos.
- Inserciones pequeñas: Se procesa mejor en una estación de seguridad estacionaria cerrada de clase 1.
3 Flujo de trabajo de producción frente al de reparación
- Foco de reparación: Priorice la flexibilidad y el control manual (joystick/manual) para alcanzar geometrías difíciles.
- Enfoque de la producción: Priorizar la preparación para la automatización y la repetibilidad de las fijaciones.
4 Fijación y repetibilidad
- La Realidad: El láser es preciso, pero ¿lo es el posicionamiento de sus piezas? Para el montaje, la inversión en accesorios de cambio rápido suele ser más valioso que una mayor potencia del láser.
Calidad y aceptación (prácticas)
- Soldadura: Compruebe que no haya socavaduras, que la ZAT sea mínima (sin pérdida de dureza) y que la anchura del cordón sea constante.
- Limpieza: “Prueba de rotura de agua” para comprobar la limpieza; verificar que no se ha eliminado material del sustrato (comprobación dimensional).
- Marcado: Legibilidad de grado A/B; verificación de la profundidad (por ejemplo, >0,1 mm) para sobrevivir al desgaste.
- Cortando: Cantos sin rebabas que no requieren un limado secundario antes del montaje.
Los equipos láser más rentables para la fabricación de moldes y equipos
Obtenga equipos láser de precisión diseñados para el exigente mundo de la fabricación de herramientas y la construcción de maquinaria, donde la precisión del ensamblaje, la reparación a bajas temperaturas y la trazabilidad del ciclo de vida definen su éxito. Desde la soldadura de reparación de moldes sin distorsión y la preparación no destructiva de superficies hasta el marcado permanente de insertos y el corte de precisión de utillajes, nuestras soluciones se centran en la eliminación del ajuste manual, la conservación de la dureza del material y la prolongación de la vida útil de las herramientas. Comuníquenos su calidad de acero, profundidad de reparación u objetivos de montaje y nuestros ingenieros le recomendarán la configuración más estable y rentable para su taller.




Noticias sobre fabricación de moldes y equipos y las últimas soluciones de aplicación
Manténgase al día de las exigencias cambiantes de la fabricación de herramientas de precisión y de equipos pesados, además de las estrategias láser prácticas que ahorran tiempo en el taller. Aquí compartimos consejos probados sobre el terreno para la soldadura de reparación de baja distorsión, la restauración de superficies no abrasivas y el seguimiento de activos durante el ciclo de vida, junto con nuevas estrategias de mantenimiento y lecciones aprendidas en el taller de herramientas. Si se enfrenta a un problema específico de tolerancia o desgaste, encontrará orientación técnica clara, no sólo titulares del sector.










Descarga de recursos
Descargar recursos adaptados a fabricación de moldes y equipos, como tablas de parámetros de soldadura de reparación para aceros de herramientas, guías de limpieza no abrasiva, tablas de profundidad de grabado profundo y listas de comprobación de mantenimiento para soldadura, limpieza y marcado por láser. Si no encuentra el parámetro específico para su grado de acero o geometría de pieza, envíenos sus requisitos y le proporcionaremos los archivos adecuados.
Guía de aplicación de moldes y equipos
PDF • 5,2 MB
Guía de marcado profundo y mantenimiento
PDF • 5,2 MB
Consejos para la preparación de superficies
PDF • 5,2 MB
La primera opción de los clientes globales
Los fabricantes eligen GLOBALLASER por una sencilla razón: los resultados se mantienen consistentes en la producción real. Desde corte y soldadura por láser hasta limpieza y marcado, nuestras máquinas están diseñadas para funcionar de manera confiable, ofrecer una calidad repetible y adaptarse sin problemas a su flujo de trabajo.

Máquina de marcado láser de visión
Fabricantes de componentes electrónicos

Máquina de marcado láser de fibra independiente
Propietario de un negocio de artesanía publicitaria
Máquina de marcado portátil estándar
Proveedor de piezas industriales

Máquina de marcado láser de CO2 para gabinetes
Fabricantes de equipos personalizados
Máquina de grabado láser 3020
Compañía de maquinaria de precisión
Preguntas frecuentes
Respuestas técnicas para fabricantes de herramientas e ingenieros Sabemos que en la fabricación de moldes y equipos pesados, “suficientemente bueno” no existe. Se trata de aceros endurecidos para herramientas, tolerancias críticas y activos costosos en los que un solo error durante la reparación o el acabado puede costar miles de euros. A continuación encontrará las respuestas técnicas sobre control térmico, integridad superficial y compatibilidad de materiales. Si tiene un grado de acero específico o una geometría única que no se menciona aquí, envíenos los detalles para una evaluación de viabilidad específica.
¿Cómo evitamos la distorsión por calor durante la reparación de moldes?
¿Podemos soldar con láser aceros templados para herramientas?
¿La limpieza láser dañará la superficie crítica del molde?
¿Hasta qué profundidad podemos marcar para una identificación permanente?
¿Podemos procesar moldes pesados sin moverlos?
¿Afecta la soldadura láser a la dureza del metal base?