
Laser Ablation System: Precision Non-Contact Cleaning for Aerospace Components
In the aerospace manufacturing and maintenance sector, surface preparation is never just about aesthetics. Whether you are stripping thermal barrier coatings from a turbine blade or removing oxidation from a titanium fuselage frame, the stakes are structural. Every micron of the substrate matters.
For decades, engineers relied on harsh chemical strippers or abrasive media blasting to achieve clean surfaces. However, these legacy methods introduce severe mechanical and metallurgical risks. Today, precision engineering has shifted toward photonics.
Evaluating a laser ablation system has become a standard protocol for MRO (Maintenance, Repair, and Overhaul) facilities looking to eliminate the variables associated with manual chemical processing. By utilizing focused light pulses, professionals can strip away contaminants at the atomic level without altering the base material.
This article examines the physical mechanisms behind non-contact cleaning and evaluates why a modern laser ablation system is rapidly replacing traditional chemical baths in high-value manufacturing environments.
Table des matières
The Physics of Surface Interaction: Defining the Laser Ablation System
To understand why this technology is classified as precision engineering rather than a simple cleaning tool, we must look at the physics of light-matter interaction.
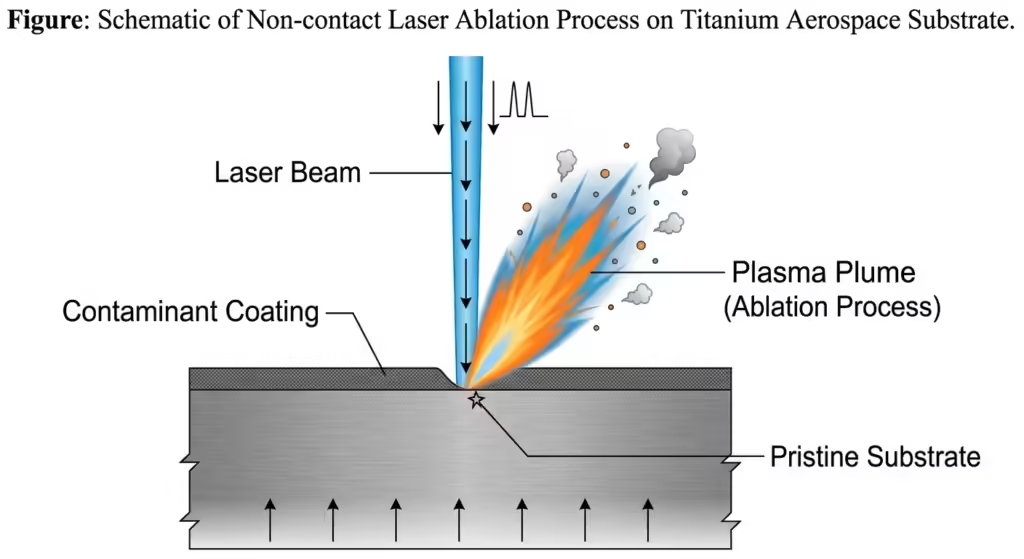
A commercial laser ablation system operates by delivering ultra-short pulses of high-intensity laser light to a targeted surface. When these photons hit the contaminant layer—whether it is epoxy primer, rust, or carbon buildup—the material absorbs the energy. This rapid absorption causes the contaminant’s temperature to spike instantly, turning it from a solid into a gas or plasma. This phase change is known as ablation.
The core metric that engineers monitor here is the fluence threshold in laser ablation. Fluence refers to the optical energy delivered per unit area (measured in Joules per square centimeter). Every material has a specific fluence threshold. Below this threshold, the material merely heats up. Above this threshold, the material’s molecular bonds break, and it is instantly vaporized.
By precisely tuning the laser’s parameters, a laser ablation system operates exactly at the threshold required to vaporize the coating, ensuring the energy dissipates before it can thermally impact the metal underneath.
The Engineering Behind Non-Contact Cleaning
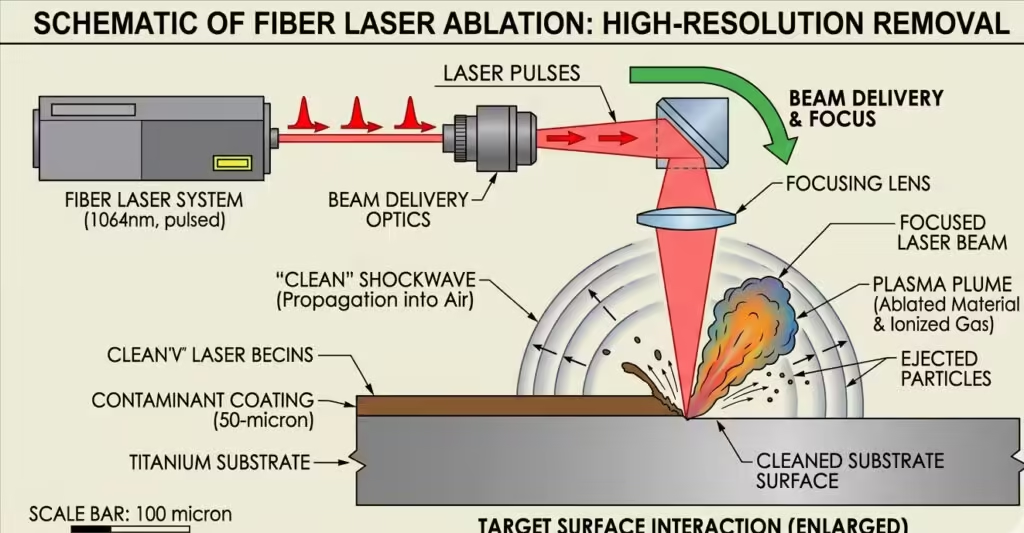
The most significant advantage of this technology is its selectivity. Different materials absorb different wavelengths of light. Most aerospace metals, such as aluminum alloys, titanium, and high-strength steel, are highly reflective to the infrared wavelengths typically used in industrial lasers (around 1064 nm).
Conversely, organic materials, oxides, and paints readily absorb this exact wavelength. This creates an automatic safety barrier known as selective ablation.
When the laser pulses penetrate the coating and finally reach the bare metal, the light is instantly reflected away rather than absorbed. Because the process relies entirely on light, it is a purely non-contact cleaning method. No brushes, no scrapers, and no abrasive grit ever touch the critical aerospace component. The laser ablation system stops precisely at the substrate boundary, making it virtually impossible for an operator to accidentally gauge or scratch a high-tolerance part.
Laser Ablation System vs Chemical Cleaning for Aerospace Parts
When evaluating process upgrades, the most frequent debate centers around a laser ablation system vs chemical cleaning for aerospace parts. Chemical stripping has been the industry standard for removing heavy coatings, but it comes with severe metallurgical drawbacks.
The primary danger of using acid or alkaline chemical baths on aerospace metals is hydrogen embrittlement. During chemical cleaning, hydrogen atoms can easily penetrate the crystalline structure of high-strength steel and titanium alloys. Once trapped inside the metal lattice, these atoms create internal pressure, severely reducing the ductility and load-bearing capacity of the part. In aerospace, this can lead to catastrophic, unpredictable structural failure mid-flight.
You can read more about the metallurgical mechanics of this risk in ScienceDirect’s comprehensive review on Hydrogen Embrittlement.
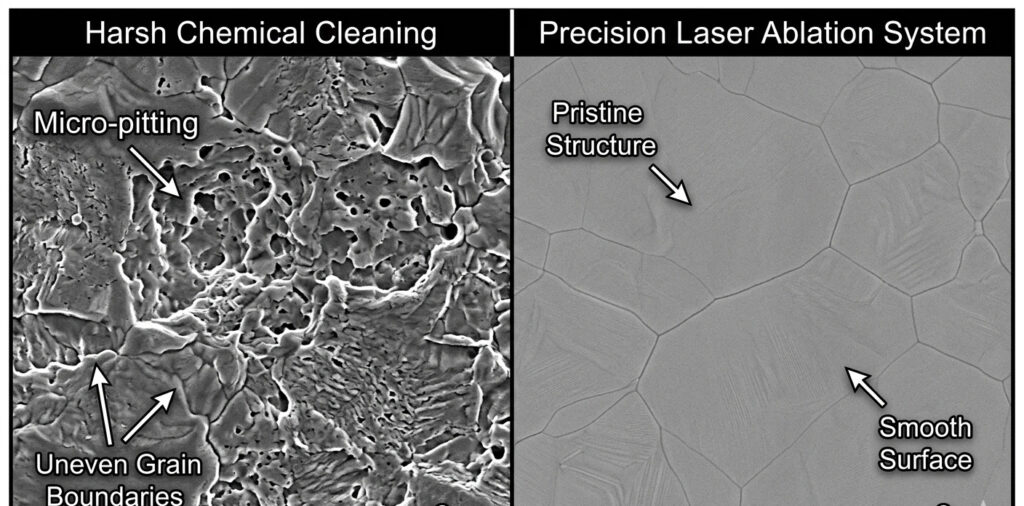
A laser ablation system completely mitigates this risk. It is a 100% dry process. Because no chemicals or liquids are introduced to the component, hydrogen atoms cannot diffuse into the metal. Furthermore, chemical cleaning often results in micro-pitting on the surface due to uneven acid etching. Laser technology eliminates this variable, ensuring the structural geometry remains exactly as it was machined.
Maintaining Substrate Integrity: A Microscopic Perspective
Visual cleanliness is not enough for aerospace applications. The true test of a cleaning process happens under a Scanning Electron Microscope (SEM).
When inspecting a surface treated by chemicals, SEM imaging often reveals a degraded topography: localized corrosion, etched grain boundaries, and chemical residues hidden in microscopic pores.
In contrast, deploying a laser ablation system preserves the original topography. Because the laser pulses are measured in nanoseconds (or even picoseconds), the heat does not have time to conduct down into the metal substrate. This results in strict Heat Affected Zone (HAZ) minimization.
By keeping the substrate temperature well below its annealing point, the crystalline structure of the metal is preserved. Ensuring pristine aerospace material integrity post-ablation means that parts can proceed directly to non-destructive testing (NDT), fluorescent penetrant inspection (FPI), or recoating without any secondary neutralization steps.
Integration and Quality Control: Meeting Aerospace Standards
The aerospace industry is governed by strict regulatory frameworks. Any alteration to surface treatment processes requires rigorous validation. Fortunately, optical cleaning technologies are now heavily codified.
Achieving NADCAP compliance for laser cleaning is highly feasible because the process is entirely digital and repeatable. Unlike chemical baths, where the concentration degrades over time and requires constant manual testing, a laser ablation system relies on fixed software parameters. Pulse duration, frequency, and focal distance can be locked into the machine’s memory for specific part numbers.
Organizations like SAE International have published specific guidelines, such as SAE AMS3448
, which outlines the requirements for laser coating removal on aerospace structures. Utilizing a controlled laser ablation system allows facilities to track and record the exact laser parameters used on every specific serial number, creating an unbreakable digital audit trail for quality assurance inspectors.
Conclusion
The transition from wet chemistry to digital photonics is a necessary evolution in high-precision manufacturing. Relying on outdated stripping methods introduces unnecessary liabilities, from toxic waste management to catastrophic part failure via hydrogen embrittlement.
By adopting a laser ablation system, aerospace facilities take absolute control over their surface preparation. It is the only method that guarantees complete contaminant removal while mathematically ensuring total aerospace material integrity post-ablation. For engineers tasked with extending the lifecycle of critical flight hardware, the choice is clear: non-contact, data-driven laser technology is the definitive standard for the future.
FAQ
Does a laser ablation system alter the hardness of the base metal?
No. By strictly controlling the fluence threshold in laser ablation, the energy applied is only sufficient to vaporize the coating. The short pulse duration ensures the heat does not penetrate the metal, guaranteeing Heat Affected Zone (HAZ) minimization and preventing any changes to material hardness or tensile strength.
Can this technology handle complex geometries like turbine blades?
Yes. While lasers require a line of sight, modern systems are integrated with 6-axis robotic arms. This allows the laser optic to articulate around complex geometries, blind holes, and honeycomb structures far more effectively than manual scraping, without the risk of pooling liquids associated with chemical dips.
Is a laser ablation system environmentally safe?
Absolutely. It is a dry, green technology. Chemical cleaning requires the costly disposal of thousands of gallons of toxic sludge and contaminated water. A laser system turns the coating into a vapor, which is immediately captured by an integrated high-efficiency fume extractor (HEPA/Carbon filtration), leaving zero secondary waste.
How does the speed compare to chemical stripping?
While soaking a massive part in a chemical vat might seem hands-off, the secondary steps—neutralizing, rinsing, masking, and drying—take days. A laser ablation system requires zero masking and leaves the part instantly ready for the next manufacturing step, drastically reducing the overall turnaround time for MRO workflows.