
Problèmes courants de soudage laser portatif et comment les résoudre
Les problèmes de soudage laser manuel font partie des sujets les plus recherchés par les techniciens et les ateliers de fabrication qui adoptent la technologie moderne de soudage laser. Bien que les soudeuses laser manuelles soient connues pour leur rapidité, leur précision et leur flexibilité, les opérateurs peuvent encore rencontrer des défauts de soudage qui affectent la résistance des joints, l'apparence et l'efficacité de la production.
Ce guide explique les problèmes les plus courants lors du soudage laser manuel, leurs causes sous-jacentes et des solutions de dépannage pratiques. En comprenant ces problèmes et comment les corriger, les opérateurs peuvent améliorer la qualité des soudures, réduire les temps d'arrêt et obtenir des résultats plus constants dans les applications industrielles.
Table des matières
Pourquoi les problèmes de soudage laser portatif surviennent-ils ?
Même avec des systèmes laser avancés, les résultats de soudage dépendent de plusieurs facteurs, notamment les paramètres du processus, la préparation du matériau et la technique de l'opérateur. De nombreux problèmes de soudage laser manuel surviennent en raison d'une vitesse de soudage instable, d'une distance focale inappropriée, d'un gaz de protection insuffisant ou d'une contamination de surface sur la pièce.
Selon les TWI (L'Institut de Soudure), les défauts de soudage laser tels que la porosité et la fissuration proviennent souvent d'une formation instable du trou de serrure, d'impuretés à la surface du matériau ou de paramètres de processus incorrects. Ces facteurs peuvent piéger le gaz dans le bain de fusion ou créer des contraintes thermiques lors de la solidification.
:
https://www.twi-global.com/technical-knowledge/faqs/faq-what-are-the-typical-defects-in-laser-welds
Comprendre les causes profondes de ces problèmes est la première étape pour les prévenir.
11 problèmes courants de soudage laser portatif
Voici les défauts de soudage les plus fréquemment signalés dans les applications laser portatives et comment les résoudre.
1. Porosité en soudage laser
La porosité est l'un des problèmes les plus typiques du soudage laser manuel rencontrés en production. De petites bulles de gaz sont piégées dans le bain de fusion et restent à l'intérieur du métal solidifié.

Les causes courantes comprennent :
- Huile, rouille ou humidité sur la surface métallique
- Couverture de gaz de protection insuffisante
- Trou de serrure instable lors du soudage par pénétration profonde
Solutions :
- Nettoyer soigneusement la surface du matériau avant de souder
- Assurer un débit de gaz de protection stable
- Régler la puissance et la vitesse de soudage pour stabiliser le bain de fusion
La recherche sur la métallurgie de la soudure par laser montre qu'une dynamique de trou instable peut augmenter considérablement la formation de pores pendant le soudage.
Référence :
https://www.sciencedirect.com/science/article/pii/S2452321621001165
2. combustion sur des matériaux minces
La perforation se produit lorsque la chaleur excessive pénètre complètement le matériau, créant des trous dans les tôles fines. C'est un autre exemple courant de problème de soudage laser manuel dans la fabrication de tôles.

Causes possibles :
- Puissance laser excessive
- Épaisseur de matériau mince
- Vitesse de soudage lente
Solutions :
- Réduire les réglages de puissance du laser
- Augmenter la vitesse de déplacement
- Utilisez le mode de soudage pulsé si disponible
3. Force de soudure faible
Si le joint de soudure manque de résistance, le problème peut être lié à une fusion incomplète ou à une pénétration insuffisante.
Les raisons typiques sont les suivantes :
- Faible apport de chaleur
- Vitesse de soudage excessive
- Mauvais ajustement des joints
L'amélioration de l'équilibre des paramètres entre puissance et vitesse peut réduire considérablement ces problèmes de soudage laser portatif et garantir des joints de soudure plus solides.
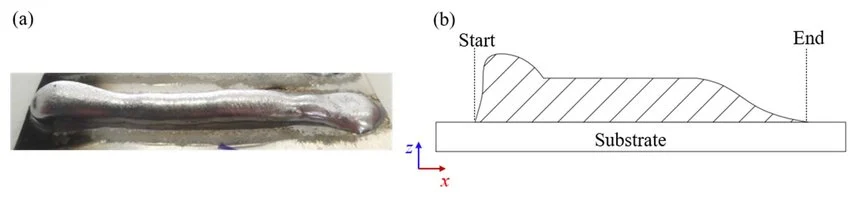
4. Cordons de soudure irréguliers
Un cordon de soudure irrégulier est souvent le résultat de mouvements inconsistants de l'opérateur.
Les causes :
- Mouvement instable de la main
- Angle de soudure incorrect
- Distance focale incohérente
Solutions :
- Maintenir une vitesse de soudage constante
- Gardez l'angle du pistolet de soudage stable
- Utilisez des guides si possible
5. Fissuration de soudure
Des fissures peuvent apparaître soit pendant le refroidissement, soit après le processus de soudage.

Les facteurs contribuant aux fissures comprennent :
- Forte contrainte thermique
- Taux de refroidissement rapides
- Composition du matériau
Les études sur la métallurgie de la soudure laser indiquent ce stress thermique généré pendant la solidification peut conduire à des microfissures dans certains alliages.
Référence :
https://pmc.ncbi.nlm.nih.gov/articles/PMC11433298/
6.Excès de projections
Les projections se produisent lorsque du métal en fusion est expulsé du bain de soudure. Bien que le soudage laser produise généralement moins de projections que le soudage traditionnel, des paramètres inappropriés peuvent néanmoins entraîner ce défaut.

Le réglage de la mise au point du laser et la réduction de la densité d'énergie excessive permettent souvent d'éviter ces problèmes de soudage au laser portatif.
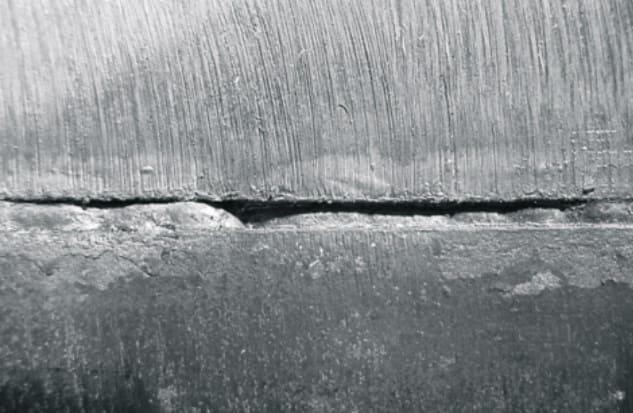
7. Pénétration incomplète
Une pénétration incomplète signifie que la soudure ne fusionne pas complètement à travers l'épaisseur du joint.
Les raisons en sont les suivantes :
- Puissance laser insuffisante
- Vitesse de soudage rapide
- Position de mise au point incorrecte
La correction de ces paramètres est essentielle pour résoudre cette catégorie de problèmes de soudage laser portable.
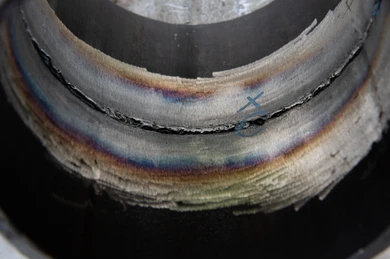
8. Oxydation de surface de la soudure
L'oxydation peut provoquer une décoloration et réduire la résistance à la corrosion.

Ce problème survient souvent lorsque la couverture de gaz protecteur est insuffisante. L'augmentation du débit de gaz et la garantie d'un bon alignement de la buse peuvent réduire les défauts d'oxydation.
9. Contamination de la lentille
Les systèmes de soudage laser dépendent de composants optiques propres pour maintenir la qualité du faisceau. La poussière, les fumées ou les projections peuvent contaminer les lentilles de protection, réduisant ainsi les performances de soudage.

Une inspection et un nettoyage réguliers peuvent empêcher ce type de problèmes de soudage laser portable d'affecter la production.
10. distorsion ou déformation
L'apport de chaleur peut entraîner la déformation des composants métalliques pendant le soudage.

Les mesures préventives comprennent :
- En utilisant des dispositifs de serrage appropriés
- Contrôler l'apport de chaleur
- Optimisation de la séquence de soudage
11. Fumée noire pendant le soudage
Un autre problème signalé occasionnellement lors du soudage laser portable est l'apparition de fumée noire pendant le processus de soudage. Bien que certaines fumées soient normales dans le soudage des métaux, une fumée noire excessive indique souvent que les conditions de soudage ne sont pas idéales.

Les causes courantes comprennent :
- Contamination de surface telle que l'huile, la peinture, la graisse ou les revêtements sur le métal
- Paramètres de gaz de protection inappropriés, qui peuvent permettre l'oxydation ou un comportement instable du bain de fusion
- Soudage de métaux galvanisés ou revêtus, où les couches superficielles se vaporisent pendant le chauffage
- Puissance laser excessive, qui peut brûler les contaminants à la surface du matériau
Lorsque ces facteurs se produisent, les contaminants ou les revêtements brûlent et produisent des particules de fumée, qui apparaissent comme des fumées noires pendant le soudage.
Solutions :
- Nettoyez soigneusement la pièce avant le soudage (enlevez l'huile, la rouille, la peinture ou les revêtements)
- Ajustez le débit du gaz de protection pour améliorer la protection du bain de fusion
- Réduisez la puissance du laser ou augmentez la vitesse de soudage si une surchauffe se produit
- Assurer une ventilation adéquate ou une extraction des fumées dans la zone de soudage
En s'attaquant à ces causes, on peut réduire considérablement la production de fumée et améliorer la qualité globale de la soudure. Dans de nombreux cas, l'élimination de la contamination de surface est le moyen le plus efficace de prévenir ce type de problème de soudage laser manuel.
Démo vidéo
La vidéo suivante montre pourquoi la fumée noire apparaît lors de la soudure laser manuelle et comment corriger les paramètres de soudage et la préparation de la surface pour l'éliminer.
Guide de dépannage rapide
Le tableau ci-dessous résume les défauts courants et leurs solutions.
| Problème de soudage | Cause possible | Solution recommandée |
|---|---|---|
| Porosité | Contamination de surface ou serrure instable | Nettoyer les matériaux et stabiliser les paramètres |
| Perte | Puissance excessive ou lenteur | Réduire la puissance et augmenter la vitesse |
| Résistance de soudure faible | Fusion incomplète | Augmenter la pénétration ou ajuster la vitesse |
| Cordon de soudure irrégulier | Mouvement instable de la main | Maintenir une vitesse de déplacement constante |
| Fissuration des soudures | Stress thermique | Préchauffer le matériau ou contrôler le refroidissement |
Cette approche de dépannage aide les techniciens à diagnostiquer rapidement les problèmes de soudage laser portatif dans des environnements de production réels.
Meilleures Pratiques pour Prévenir les Défauts de Soudage
Il est plus efficace de prévenir les défauts que de les réparer après coup. La mise en œuvre de procédures de soudage appropriées peut réduire de manière significative les problèmes de soudage au laser manuel et améliorer l'homogénéité des soudures.
Les pratiques recommandées comprennent :
- Préparation correcte de la surface avant le soudage
- Alimentation stable en gaz de protection
- Entretien régulier de l'équipement
- Optimisation des paramètres en fonction de l'épaisseur du matériau
- Formation des opérateurs pour un mouvement de soudage cohérent
Selon une étude sur le soudage publiée dans ScienceDirect, la surveillance du processus et l'optimisation des paramètres peuvent améliorer de manière significative la stabilité des soudures et réduire les taux de défauts dans les applications de soudage au laser.
Conseils d'entraînement pratiques pour les débutants
Les opérateurs qui débutent dans le soudage au laser sont souvent confrontés à plusieurs problèmes de soudage au laser portatif au cours de la phase d'apprentissage. Il est fortement recommandé de s'entraîner sur des matériaux de rebut avant d'entamer le travail de production.
Les étapes importantes de la formation sont les suivantes :
- S'entraîner à un mouvement stable de la main
- Maintien d'une distance constante par rapport à la pièce à usiner
- App
Avec une formation adéquate, la plupart des problèmes liés au soudage au laser manuel peuvent être éliminés rapidement.
Conclusion
Il est essentiel de comprendre et de résoudre les problèmes de soudage laser manuel pour obtenir une qualité de soudage fiable et maximiser l'efficacité de l'équipement de soudage laser. En identifiant les défauts courants tels que la porosité, la traversée, les joints faibles et les cordons de soudure irréguliers, les opérateurs peuvent ajuster les paramètres, améliorer la préparation des matériaux et optimiser les techniques de soudage.
Grâce à des connaissances adéquates en matière de dépannage et à une pratique régulière, les techniciens peuvent réduire de manière significative les défauts de soudage et obtenir des résultats de niveau professionnel en utilisant les technologies suivantes soudage laser manuel Les problèmes de soudage au laser portatif peuvent généralement être résolus grâce à un contrôle minutieux des paramètres. Les problèmes de soudage au laser portatif peuvent généralement être résolus grâce à un contrôle minutieux des paramètres, à l'entretien de l'équipement et à une formation adéquate de l'opérateur.
FAQ
Pourquoi la porosité se produit-elle dans le soudage laser ?
La porosité se produit généralement lorsque du gaz est piégé dans le bain de métal en fusion. La contamination de surface, l'humidité et une formation instable du trou de serrure sont des causes courantes.
Comment puis-je éviter la perforation dans le métal fin ?
Réduire la puissance du laser, augmenter la vitesse de soudage et utiliser des modes de soudage pulsé peuvent aider à prévenir la brûlure.
Pourquoi ma soudure laser est-elle faible ?
Les soudures faibles sont souvent dues à une pénétration insuffisante ou à un mauvais ajustement du joint. L'ajustement des paramètres de soudage et l'amélioration de la préparation du matériau peuvent renforcer la soudure.
Quel est le meilleur gaz de protection pour le soudage au laser ?
L'argon est couramment utilisé pour le soudage laser car il assure une protection stable et empêche l'oxydation.
Comment puis-je améliorer la qualité de la soudure laser manuelle ?
L'amélioration de la qualité de soudage implique l'optimisation des paramètres du processus, le maintien d'une vitesse de soudage constante et la garantie que la surface de la pièce est propre avant le soudage.