
Dominando la configuración del láser de CO2: una guía práctica para madera, acrílico y cuero
Para los operarios de láser y los talleres de fabricación, lograr el equilibrio perfecto entre potencia y velocidad es más que un requisito técnico, es un arte. Encontrar la configuración ideal del láser de CO2 es esencial para transformar una lámina de material en bruto en un producto de calidad profesional. Ya sea que esté gestionando una línea de producción de alto volumen o trabajando en modelos arquitectónicos a medida, la ciencia de la interacción láser-material dicta su resultado final.
Esta guía se centra en los tres materiales no metálicos más comunes: madera, acrílico y cuero. Al comprender la física detrás del haz, puedes pasar de las conjeturas a un flujo de trabajo repetible y basado en datos.
Tabla de contenido
La física del haz: por qué la configuración es importante
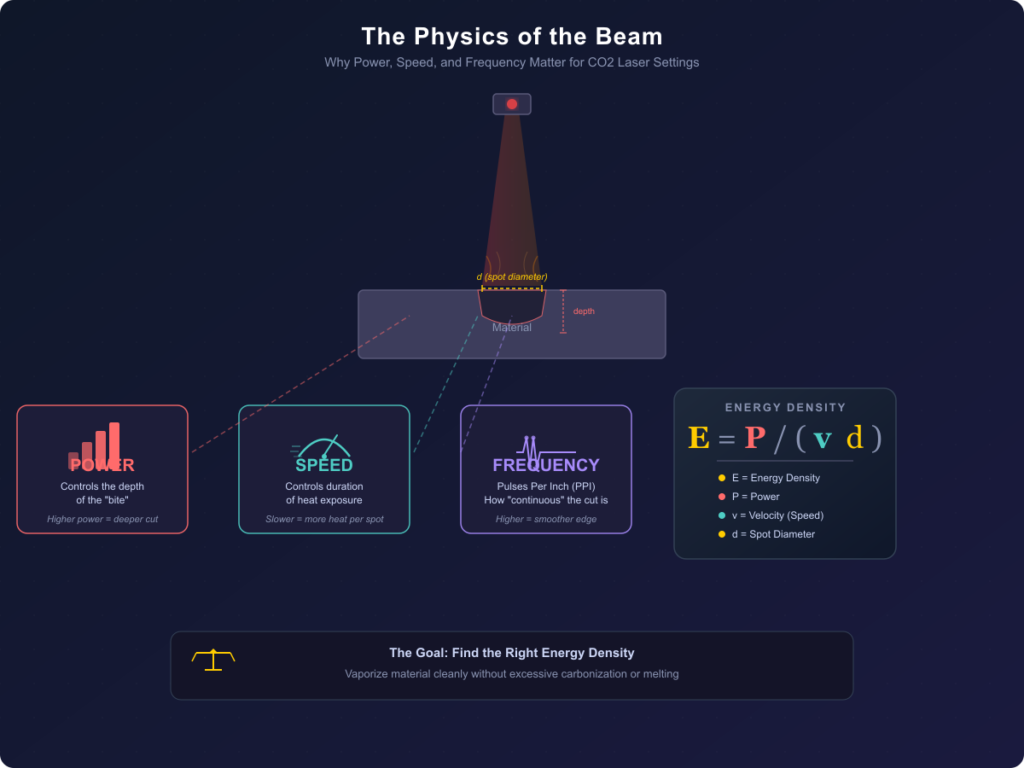
Antes de zambullirnos en los detalles específicos del material, debemos abordar las variables fundamentales: Potencia, Velocidad y Frecuencia. Estos tres pilares constituyen sus ajustes de láser de CO2. La potencia determina la profundidad de la “mordida”, la velocidad controla la duración de la exposición al calor y la frecuencia (o PPI/Pulsos Por Pulgada) determina cuán “continuo” parece el corte.
La relación se puede definir por la fórmula de Densidad de Energía:
Donde E es la densidad de energía, P es la potencia, v es la velocidad (rapidez) y d es el diámetro del punto. Refinar la configuración de tu láser CO2 es esencialmente un ejercicio para gestionar esta densidad de energía y asegurar que el material se vaporice sin causar carbonización o fusión excesiva.
Madera: Lograr cortes limpios y texturas naturales
La madera es quizás el material más versátil, pero su naturaleza orgánica hace que ajustar la configuración del láser de CO2 para diferentes tipos de madera sea un desafío. La densidad y el contenido de humedad de la madera afectan significativamente cómo el rayo interactúa con las fibras de lignina y celulosa.
Grabado en madera y MDF vs. madera contrachapada
Al determinar la configuración del láser de CO2 para grabar madera, debes tener en cuenta la veta de la madera. Las maderas duras como el nogal o la cereza requieren una mayor potencia para lograr un contraste profundo, mientras que las maderas blandas como el pino pueden carbonizarse fácilmente si la velocidad es demasiado baja.
También hay una diferencia clara al comparar la configuración del láser de CO2 para MDF vs Contrachapado. El MDF es un material homogéneo con un alto contenido de pegamento, lo que significa que se corta de manera muy uniforme pero produce más humo. El contrachapado, sin embargo, tiene direcciones de veta alternas y capas de pegamento que pueden causar “atascos” del haz si la potencia no es suficiente para penetrar el adhesivo.
Resolviendo el problema de la marca de quemadura
Una de las preguntas más frecuentes de los operarios es cómo evitar las marcas de quemadura en la madera. grabado láser. La respuesta radica en la sinergia entre la velocidad y la asistencia de aire. Al aumentar la velocidad y utilizar asistencia de aire de alta presión, puedes “soplar” el humo y los escombros antes de que se asienten en la superficie. Comprender el impacto de la configuración del láser de CO2 en la orientación del grano también te ayudará a determinar si debes grabar a favor o en contra del grano para obtener el acabado más limpio.
Acrílico: La búsqueda de la claridad óptica
El acrílico (PMMA) es un material predilecto para letreros y premios debido a su capacidad de lograr un borde “pulido” directamente desde la máquina. Sin embargo, dominar la configuración de láser CO2 para polímeros transparentes requiere una mentalidad diferente a la de la madera.
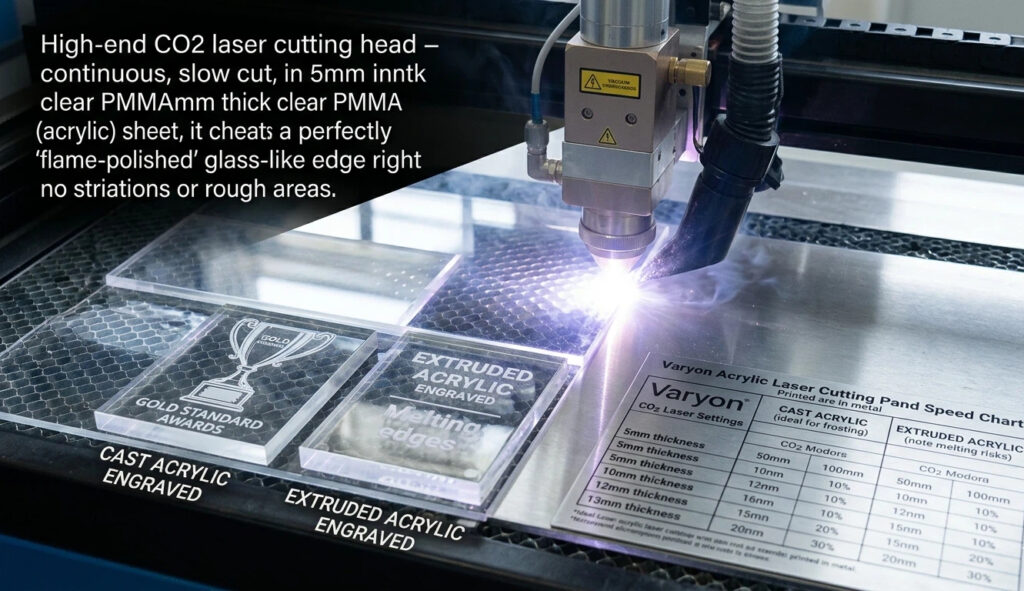
Lograr el borde pulido a la llama
El secreto para lograr bordes pulidos a la llama en acrílico es un corte lento y constante con un pulso de alta frecuencia. Esto permite que los bordes del corte se derritan momentáneamente y se solidifiquen de nuevo en una superficie lisa y cristalina. Para acrílico de 5 mm, normalmente querrás una velocidad más lenta y una alta potencia de salida, mientras que el grabado requiere una velocidad muy alta para evitar que la superficie se derrita en una masa pegajosa.
Una tabla fiable de potencia y velocidad de corte láser acrílico distinguirá entre Reparto y Extruido Acrílico fundido. El acrílico fundido se vuelve de un hermoso blanco “esmerilado” cuando se graba, lo que lo convierte en el estándar de oro para premios de alta gama. El acrílico extruido, aunque más barato, tiende a derretirse en lugar de esmerilarse, lo que requiere configuraciones de láser de CO2 muy específicas para evitar bordes gomosos.
Cuero: Precisión y Detalle
El cuero es un material delicado que reacciona rápidamente al calor. Debido a que es una fibra a base de proteínas, la delicada naturaleza de la configuración del láser CO2 en las pieles no puede ser exagerada. Demasiado calor no solo quemará el cuero, sino que también hará que se encoja o se deforme.
Control de Profundidad y Seguridad
Para quienes crean identidades de marca, la configuración de láser óptima para parches de cuero suele implicar un enfoque de baja potencia y alta velocidad. Esto permite un grabado superficial que cambia el color sin comprometer la integridad estructural del cuero. Grabado láser de CO2 El control de la profundidad para el cuero es vital; si cortas demasiado profundo, el cuero se volverá quebradizo en los bordes.
El ajuste fino de la configuración del láser de CO2 para el grabado intrincado es también una cuestión de seguridad. El cuero curtido al cromo puede liberar humos tóxicos al ser cortado con láser. Asegúrate siempre de trabajar con cuero curtido al vegetal o de que tu sistema de escape sea de grado industrial.
Punto de partida: La Tabla de Parámetros Maestros
La siguiente tabla proporciona un resumen de los ajustes iniciales de CO2 Láser para una máquina estándar de 60W y 100W. Tenga en cuenta que estos son valores de referencia; siempre se debe realizar una “Prueba de Escala de Potencia” en un trozo de desecho primero.
| Material | Tipo | Potencia (60W) | Velocidad (60W) | Potencia (100W) | Velocidad (100W) | Nota |
| Madera contrachapada | Corte de 3 mm | 60-70% | 15-20 mm/s | 45-55% | 25-30mm/s | Usar asistencia de aire |
| MDF | Corte de 5 mm | 80-90% | 8-10 mm/s | 60-70% | 15-18mm/s | Humo Alto |
| Acrílico | Corte de 5 mm | 90% | 5-8mm/s | 75% | 10-12mm/s | Filo de Llamas |
| Cuero | Grabar | 15-20% | 300mm/s | 10-15% | 400mm/s | Solo curtido vegetal |
| Madera | Grabar | 25-30% | 350 mm/s | 20-25% | 450mm/s | Se sugiere enmascarar |
Sinergia Técnica: Hardware y Asistencia de Aire
La estabilidad del hardware de su máquina afecta la configuración de su láser de CO2 más de lo que podría imaginar. Un tubo láser con un modo de haz TEM00 estable (una distribución gaussiana de la luz) producirá un tamaño de punto mucho más fino, lo que le permitirá usar menos potencia para la misma profundidad de corte.
Además, los ajustes óptimos de asistencia de aire para el corte láser de CO2 son los héroes anónimos de la calidad. Para la madera, el aire a alta presión previene la combustión. Para el acrílico, a menudo es mejor un “susurro” suave de aire, ya que la alta presión puede crear ondulaciones en el borde fundido antes de que se solidifique. Al considerar los ajustes de potencia del láser de CO2 para 60W frente a 100W, recuerde que el tubo de 100W tiene una potencia de disparo mínima mayor, lo que lo hace menos adecuado para grabados muy delicados en papel fino o cuero claro.
Conclusión
El viaje para optimizar la configuración de tu láser de CO2 para cada proyecto es uno de pruebas continuas. Si bien las tablas y guías proporcionan una base necesaria, las características únicas de cada lote de madera o cuero requerirán ajustes menores. Al centrarse en la interacción entre la densidad de energía y las propiedades del material, puede asegurarse de que su máquina láser de CO2 siga siendo una herramienta de precisión en lugar de un instrumento ciego.
Mantén el enfoque en los datos, mantén tus ópticas limpias y usa siempre una tira reactiva. Con estas prácticas, los resultados de calidad profesional se convertirán en el estándar para tu taller.
Preguntas frecuentes
¿Por qué mi grabado en madera se está volviendo negro?
Tu velocidad es demasiado baja o tu potencia es demasiado alta. Aumenta tu velocidad para reducir el “tiempo de permanencia” del haz sobre el material.
¿Cómo consigo un borde nítido en acrílico?
Reduce la velocidad y asegúrate de que tu frecuencia (Hz) esté configurada alta. Además, reduce ligeramente la presión del asistente de aire.
¿Puedo cortar cuero con un láser de 100W?
Sí, pero como 100W es potente, usa una velocidad muy alta y el porcentaje de potencia estable más bajo (normalmente 10-12%) para evitar que se queme.
¿La distancia focal del lente afecta mis configuraciones?
Absolutamente. Una lente más corta (1,5″) es mejor para el grabado fino, mientras que una lente más larga (2,5″ o 4″) es mejor para cortar materiales gruesos como acrílico de 10 mm.