
Soudage du titane : défis et prévention de la contamination
Table des matières
Le soudage du titane nécessite un contrôle atmosphérique strict. Lors de l'utilisation d'un système laser portable, un blindage inadéquat ou un nettoyage de surface médiocre peut rapidement provoquer une oxydation et une contamination de la soudure.
Pourquoi le blindage est important en soudage du titane
Le titane devient réactif au-dessus d'environ 550 °C ; l'oxygène, l'azote et l'hydrogène peuvent former des oxydes, des nitrures et des hydrures qui fragilisent la zone de fusion. Pour le travail au laser à main levée, cela signifie qu'une approche de blindage ciblée est essentielle. Les directives sur l'utilisation d'argon de haute pureté et d'un purgeage arrière approprié sont bien établies dans les pratiques industrielles.
- Utiliser 100% d'argon ou des mélanges argon/hélium approuvés lorsqu'il est recommandé.
- Spécifiez la pureté du gaz (souvent 99,998% ou mieux) et un faible point de rosée pour réduire l'oxygène et l'humidité.
- Maintenez les temps de pré-flux et de post-flux suffisamment longs pour protéger le bain de fusion jusqu'à ce qu'il refroidisse en dessous de la température de réaction.
Nettoyage et préparation pour soudage propre du titane

Les contaminants en surface sont des voies rapides vers la rupture de soudure. Retirez les huiles d'usinage, les empreintes digitales, les fluides de coupe et le calamine avant de tenter une soudure.
Nettoyage mécanique : brosses non ferreuses, abrasifs homologués (éviter les contaminants de fer).
Détartrage/décapage chimique : suivez les procédures normalisées de préparation de surface du titane.
Des étapes courtes et répétables rendent le nettoyage systématique et auditable :
1. Dégraisser avec un solvant approprié.
2. Retirer mécaniquement les oxydes grossiers avec des abrasifs sans danger pour le titane.
3. Appliquer le décapage chimique uniquement selon les procédures standard et neutraliser soigneusement.
4. Conserver les pièces nettoyées dans un environnement sec et inerte jusqu'au soudage.
Stratégies de protection pour le soudage du titane au laser portatif
Le soudage laser portatif ajoute de la mobilité, mais réduit la protection passive offerte par les fixations. Utilisez des capots physiques, des buses et des techniques de purge pour créer une enveloppe inerte locale.
- Masque/buse local : choisir des conceptions qui assurent une couverture d'argon laminaire et minimisent la turbulence.
- Purge en fond de cordon : pour les sections fermées, utilisez des masques de purge ou des lignes de purge internes pour protéger le talon de soudure.
- Enceintes : lorsque cela est faisable, effectuez les soudures laser à l'intérieur d'une chambre de purge sous tente pour obtenir les résultats les plus constants. Les directives de la recherche industrielle soutiennent ces mesures actives pour limiter l'intrusion atmosphérique pendant les opérations de soudage laser.
Modes de contamination courants et détection lors des analyses manuelles
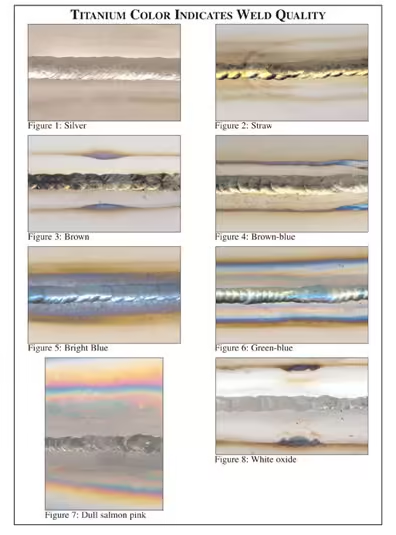
La porosité, la décoloration gris/noir d'oxyde et les changements soudains dans le mouillage du cordon indiquent une contamination. Si une soudure présente une zone gris mat ou doré foncé, arrêtez-vous et évaluez le gaz de protection et la propreté ; ces couleurs correspondent souvent à l'absorption d'azote ou d'oxygène.
Les recherches récentes sur le soudage laser renforcent l'importance du choix du gaz inerte et de la géométrie du flux pour réduire les produits de réaction atmosphérique dans le cordon.
Liste de contrôle pratique pour la mise en œuvre en atelier (mise au point laser portable)
Gardez les actions courtes et répétables — cela aide les équipes à éviter constamment la contamination.
- Pré-soudage : dégraisser, sabler avec un média approuvé, et vérifier l'absence de contamination ferreuse.
- Installation de gaz : vérifier la pureté, le débit et le timing du pré-débit/post-débit sur chaque poste de soudage.
- Raccords : utiliser des barrages légers, des sacs de purge ou une étanchéité gonflable simple lorsque le contre-gonflage est nécessaire.
- Soudure d'essai : effectuez toujours une courte soudure d'essai sur une chute de métal et inspectez la couleur et la porosité avant de passer à la production.
- Tenue des registres : enregistrer le lot de gaz, le point de rosée et la signature de l'opérateur pour les soudures critiques.
pourquoi ces contrôles sont importants
Lorsqu'elle est contaminée, la zone de soudure peut former des intermétalliques fragiles ou un "alpha case" qui réduisent la durée de vie en fatigue. Les références de laboratoire et de matériaux expliquent la haute réactivité du titane aux températures de soudage et pourquoi un blindage et un nettoyage stricts ne sont pas négociables.
Manipulation et inspection après soudage
- Permettre un post-flux inerte jusqu'à ce que la température du cordon descende en dessous du seuil réactif.
- Inspecter visuellement et par CND approprié à l'application (contrôle par ressuage, radiographie ou ultrasons tel que spécifié).
- En cas de suspicion de contamination, retirez et retravaillez la soudure; ne vous fiez pas aux revêtements ou aux post-traitements pour masquer la fragilisation.
Résumé rapide — la règle des 60 secondes pour les opérateurs
Avant d'actionner la gâchette d'un laser portatif, effectuez cette vérification de 60 secondes : surface propre ✓, pureté et débit d'argon ✓, protection arrière ou enveloppe en place ✓, couleur de soudure d'essai ✓. Si un élément échoue, corrigez-le avant de continuer.
Points clés à retenir
Le soudage du titane n'est pas intrinsèquement difficile, mais il est impitoyable. L'affinité du matériau pour l'oxygène, l'azote et l'hydrogène signifie que de petites négligences dans le blindage ou la préparation de surface peuvent affecter de manière permanente l'intégrité de la soudure.
Dans les applications laser portatives, le succès dépend moins des réglages de puissance que de la discipline du procédé. Matériau de base propre. Gaz de protection stable et de haute pureté. Environnements purgés de manière contrôlée. Protection avant et après écoulement vérifiée. Ce ne sont pas des étapes optionnelles — ce sont des protections structurelles contre la fragilisation et la contamination de surface.
Les opérateurs qui traitent le soudage du titane comme un processus de contrôle de la contamination plutôt que comme une simple opération d'assemblage obtiennent de manière constante des cordons plus propres, des taux de porosité plus faibles et des performances mécaniques plus prévisibles.
Si l'exposition atmosphérique est minimisée et les procédures standardisées, les systèmes laser portatifs peuvent produire des soudures de titane reproductibles et de haute qualité, adaptées aux applications industrielles exigeantes.
Dans la fabrication du titane, la précision ne se limite pas à la mise au point laser — elle est une question de contrôle environnemental.
Pour plus d'informations sur le soudage du titane, veuillez cliquez ici.