
Vos réglages de puissance de gravure au laser nuisent-ils à vos marges bénéficiaires ?
La précision dans la fabrication industrielle n'est pas le fruit du hasard ou d'essais et erreurs ; elle résulte d'un calibrage calculé. Le cœur d'un marquage de haute qualité réside dans la gestion précise des paramètres de puissance de gravure laser. Que ce soit pour le traitement de l'acier inoxydable ou des polymères organiques, la compréhension de l'interaction entre la sortie d'énergie et la réaction du matériau est essentielle pour l'efficacité opérationnelle et des résultats de qualité professionnelle.
Table des matières
La Physique de la Densité d'Énergie
Chaque application de marquage laser commence par le concept de densité d'énergie. C'est la quantité de puissance délivrée à une zone spécifique sur une durée spécifique. Dans les environnements professionnels, le réglage de la puissance de votre gravure laser est essentiellement un exercice de gestion de la zone affectée par la chaleur (DANGER).
Conformément aux normes techniques établies par le Société internationale d'optique et de photonique (SPIE), le taux d'absorption d'un matériau dicte le seuil d'énergie requis. Si la densité d'énergie est trop faible, la surface du matériau reste inchangée. Si elle est trop élevée, un stress thermique excessif entraîne une déformation ou une carbonisation, en particulier sur les substrats sensibles à la chaleur.
Fréquence d'impulsion (KHz) et son rôle dans la qualité
Dans les systèmes laser à fibre, le Fréquence d'impulsion (KHz) est aussi vital que la puissance. La fréquence détermine le nombre d'impulsions laser par seconde. Les réglages de haute fréquence (60–100 KHz) donnent une finition plus lisse avec moins de perturbations de surface, idéale pour le marquage de dispositifs médicaux.
Inversement, des fréquences plus basses (20–40 kHz) délivrent une puissance de crête plus élevée par impulsion, ce qui est nécessaire pour une gravure en profondeur dans les aciers trempés. Lorsque vous affinez vos réglages de puissance de gravure laser, vous devez équilibrer la fréquence avec la vitesse pour vous assurer que les impulsions se chevauchant créent une marque continue et lisible sans dégrader l'intégrité structurelle du matériau.
Maîtriser le tableau de puissance et de vitesse du laser
Pour rationaliser la production, chaque installation nécessite un tableau de puissance et de vitesse laser localisé. Ce document technique sert de référence pour toutes les opérations. La relation entre la puissance et la vitesse est généralement inverse : pour maintenir une profondeur constante, une augmentation de la vitesse doit être compensée par une augmentation proportionnelle de la puissance.
| Matériel | Type laser | Pouvoir (%) | Vitesse (mm/s) | Fréquence (KHz) | Note |
| Acier inoxydable | Fibre | 30-50 | 500-800 | 30 | Marquage à fort contraste |
| Aluminium anodisé | Fibre | 15-25 | 1500-2000 | 50 | Ablation de surface uniquement |
| Bois dur (Chêne) | CO2 | 60-80 | 300-500 | N/A | Assistance d'air élevée requise |
| Acrylique transparent | CO2 | 20-35 | 400-600 | N/A | Bord poli à la flamme |
L'établissement de ces réglages de puissance de gravure laser garantit la répétabilité entre les équipes et les opérateurs.
Guide de compatibilité des matériaux : Au-delà de la surface
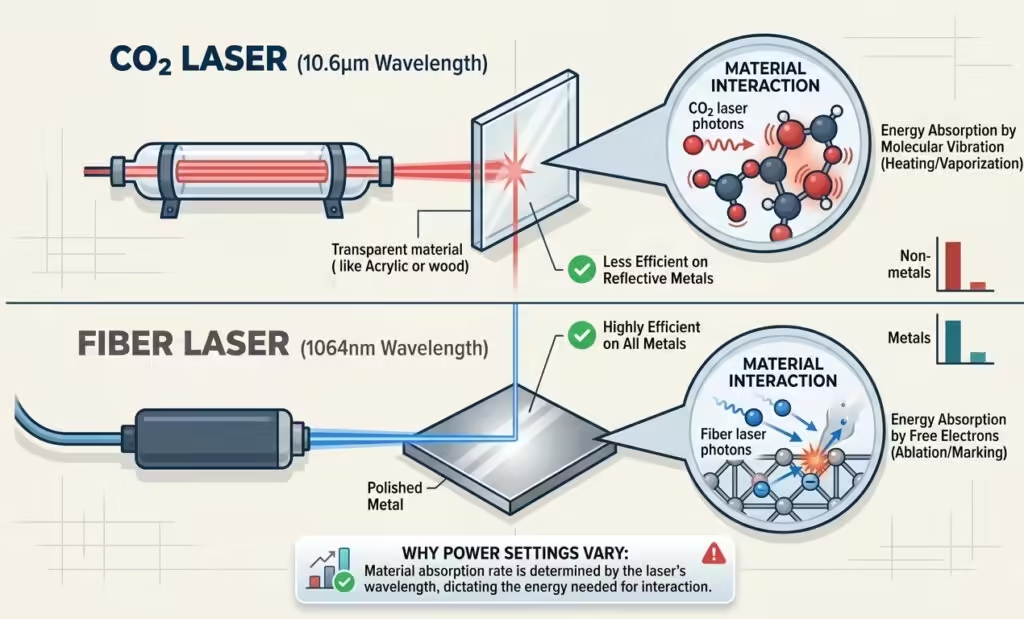
Un guide complet de compatibilité des matériaux est essentiel pour identifier comment les différentes longueurs d'onde interagissent avec la matière. Les lasers à fibre (1064 nm) sont exceptionnellement efficaces pour les métaux et certains plastiques en raison de leurs taux d'absorption élevés dans ces matériaux. Lasers CO2 (10,6 μm), cependant, sont la norme industrielle pour les substrats non métalliques comme le bois, le verre et les textiles.
Lors de la configuration des paramètres de puissance de gravure laser pour de nouveaux alliages, les ingénieurs doivent tenir compte de la réflectivité de la surface. Les métaux hautement réfléchissants, tels que le cuivre ou le laiton, peuvent provoquer des réflexions arrière qui endommagent la source laser si la puissance n'est pas augmentée correctement. L'utilisation d'un tampon de montée en puissance dans vos paramètres logiciels est une mesure de sécurité industrielle standard.
Optimisation de la profondeur et du contraste de gravure
Atteindre l'équilibre parfait entre la profondeur de gravure et le contraste est la marque d'un technicien maître. Dans les secteurs de l'automobile et de l'aérospatiale, les codes 2D DataMatrix nécessitent un contraste élevé pour la lisibilité par machine. Ceci est souvent obtenu par un processus appelé “ recuit ”, où des réglages de puissance de gravure laser plus faibles sont utilisés à des vitesses plus lentes pour chauffer le métal jusqu'à son point de fusion sans enlever de matière, créant une couche d'oxyde noire permanente.
Pour une gravure profonde, l'accent est mis sur l'enlèvement de matière. Cela nécessite plusieurs passages à haute puissance et à vitesse modérée. L'utilisation d'un motif de remplissage en hachures croisées dans votre logiciel garantit que le fond de la gravure est plat et exempt d'artefacts de “pas”.
Applications industrielles et performances
Dans une ligne de fabrication à haut débit, les paramètres recommandés pour la gravure au laser industrielle privilégient souvent le temps de cycle. Cependant, la vitesse ne doit jamais compromettre l'exigence de “ marquage permanent ” des normes ISO.
Les lasers à fibre modernes permettent une numérisation à haute vitesse (jusqu'à 7000 mm/s), mais les réglages de puissance de gravure laser doivent être suffisants pour déclencher la modification moléculaire du substrat dans cette micro-durée.
Pourquoi les réglages de puissance du laser varient entre les lasers CO2 et fibre
Une requête technique courante dans l'atelier est la raison pour laquelle les réglages de puissance du laser varient entre le CO2 et Lasers à fibre. La réponse réside dans la loi de Beer-Lambert, qui relie l'atténuation de la lumière aux propriétés du matériau à travers lequel la lumière se propage.
Les lasers à fibre produisent un point beaucoup plus petit (une densité de puissance plus élevée) que les lasers CO2. Par conséquent, un laser à fibre de 20 W peut souvent graver du métal plus efficacement qu'un laser CO2 de 100 W. Comprendre cet écart est fondamental lors de la migration des flux de travail entre différentes architectures de machines ou lors de l'optimisation de vos paramètres de puissance de gravure laser pour les ateliers multi-machines.
Comment trouver les meilleurs réglages de puissance laser pour de nouveaux matériaux
Lorsqu'un client introduit un composite propriétaire ou un nouvel alliage, l'équipe technique doit savoir comment trouver les meilleurs réglages de puissance laser pour les nouveaux matériaux. La méthode la plus efficace est le “ Test de matrice puissance-vitesse ”.”
1.Configuration de la grille : Créez une grille de 10×10 dans votre logiciel de contrôle (par exemple, LightBurn ou EZCAD).
2. Attribution des variables : Attribuez la Puissance à l'axe X (% incréments de 10) et la Vitesse à l'axe Y.
3.Exécution : Exécutez le test sur un échantillon de rebut du matériau cible.
4. Évaluation : Analyser les résultats pour la profondeur, la carbonisation et le contraste.
Cette approche empirique élimine les conjectures de Paramètres de puissance de gravure laser et construit une base de données interne solide.
Paramètres optimaux de vitesse et de puissance pour la gravure laser profonde
La gravure profonde (supérieure à 0,1 mm) dans les outils industriels nécessite des réglages de vitesse et de puissance optimaux pour une gravure laser profonde. Pour éviter l'accumulation de scories et de carbonisation, les techniciens doivent utiliser une assistance à l'air haute pression et une fonction “ wobble ” si disponible.
En modulant les réglages de puissance de gravure laser à travers plusieurs couches, plutôt qu'une seule explosion de haute puissance, le technicien conserve le contrôle sur la verticalité des parois de gravure.
Liste universelle de paramètres de gravure laser pour l'acier inoxydable et le bois
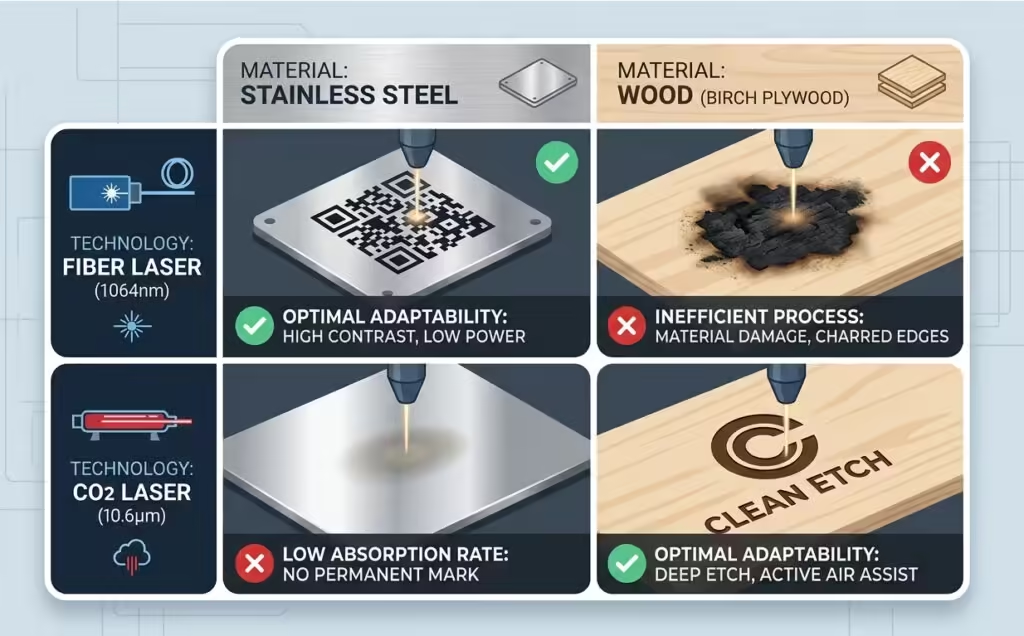
Bien qu'aucune liste ne soit vraiment “ universelle ” en raison des variations de l'état des tubes laser et de la propreté des optiques, une liste de paramètres universels de gravure laser pour l'acier inoxydable et le bois constitue un point de départ nécessaire.
Pour l'acier inoxydable 304, un laser à fibre de 30 W fonctionne généralement mieux à 40% de puissance et 600 mm/s. Pour le contreplaqué de bouleau, un laser CO2 de 60 W atteint souvent le réglage idéal à 25% de puissance et 350 mm/s. Ces réglages de puissance de gravure laser permettent d'éviter les modes de défaillance les plus courants : le “perçage” sur le bois et la “décoloration” sur l'acier.
Conclusion : Le ROI de la précision
Le calibrage de vos réglages de puissance de gravure laser est plus qu'une exigence technique, c'est une stratégie commerciale. La réduction des taux de rebut et l'augmentation du débit ont un impact direct sur les bénéfices. En s'appuyant sur un tableau structuré de puissance et de vitesse laser et en respectant un guide rigoureux de compatibilité des matériaux, les installations industrielles peuvent s'assurer que chaque marquage est un marquage de qualité.
FAQ technique
Comment trouver les meilleurs réglages de puissance laser pour de nouveaux matériaux ?
Exécutez un test de matrice puissance-vitesse 10×10. Ceci visualise l'interaction entre la puissance et la vitesse, vous permettant d'identifier l'équilibre optimal pour le contraste et la profondeur sans gaspiller de matière.
Pourquoi mes réglages de puissance de gravure laser donnent-ils des résultats incohérents sur le même matériau ?
Vérifiez le dérive de mise au point ou la contamination de la lentille. Même une déviation de 1 mm dans la mise au point ou une tache de poussière sur la lentille F-theta peut entraîner une baisse de 30% de la densité d'énergie effective.
Y a-t-il des réglages recommandés pour la gravure laser pour le marquage industriel de codes QR ?
Oui. Privilégiez un contraste élevé à la profondeur. Utilisez une haute fréquence (80 kHz+) et un espacement de hachures plus étroit (0,03 mm) pour que le scanner puisse distinguer les modules du code de l'arrière-plan.
Réglages optimaux de vitesse et de puissance pour la gravure laser profonde sur de l'aluminium ?
Utilisez une puissance élevée (+), une vitesse modérée (300-500mm/s) et une basse fréquence (20KHz). Plusieurs passes avec un léger décalage de mise au point entre les couches donneront les gravures profondes les plus nettes.