
Laser Welding vs TIG Welding for Sheet Metal: Which Method Really Saves Time?
Laser welding vs TIG welding is one of the most practical questions for sheet metal shops trying to increase output without creating more grinding, distortion, or rework. TIG can produce beautiful welds, but it depends heavily on operator skill and travel speed. Laser welding changes the equation by using concentrated energy, faster movement, and lower heat input.
This article focuses on thin sheet metal, not thick structural welding. You will learn where laser welding saves time, where TIG still makes sense, and what to check before using laser welding as a TIG welding alternative.
Tabla de contenido
Why sheet metal shops compare laser welding vs TIG welding
Sheet metal welding is sensitive to heat. Thin stainless steel, carbon steel, and aluminum panels can warp quickly when too much heat stays in one area. That is why many fabricators compare laser welding vs TIG welding before buying new equipment.
How TIG welding performs on thin sheet metal
TIG remains valuable because it gives the welder direct control over the arc, filler wire, travel speed, and puddle shape. For repair work, custom fabrication, short runs, and visible welds, TIG can still be the right choice.
But the trade-off is time.
In laser welding vs TIG welding, TIG usually loses speed because the operator must manage arc length, filler addition, torch angle, and heat input. On thin metal, this slower pace can also increase the chance of heat distortion.

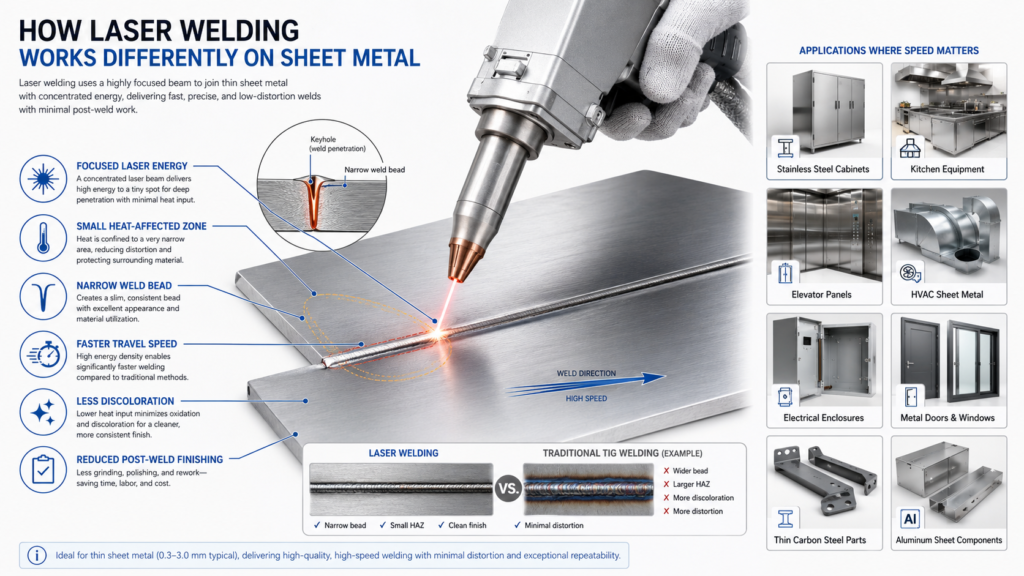
How laser welding works differently on sheet metal
Laser welding uses concentrated energy to join metal with a small heat-affected zone. For repeated sheet metal welding, that can mean faster travel speed, a narrower weld bead, less discoloration, and reduced post-weld finishing.
This does not mean laser welding vs TIG welding always favors laser. It means laser becomes stronger when the job is repetitive, the fit-up is good, and the goal is faster production.
Laser welding speed matters most in:
- stainless steel cabinets
- kitchen equipment
- elevator panels
- HVAC sheet metal
- electrical enclosures
- metal doors and windows
- thin carbon steel parts
- aluminum sheet components
For shops comparing equipment options, this laser welding machine buying guide is a good internal resource to connect process choice with power, budget, and application planning.
Laser welding vs TIG welding speed in real production
The biggest time saving is not only the weld travel speed. It also comes from reducing rework.
| Factor | TIG Welding | Soldadura láser |
|---|---|---|
| Travel speed | Más lento | Más rápido |
| Heat input | Más alto | Más bajo |
| Thin sheet distortion | More likely | Usually lower |
| Operator learning curve | Longer | Shorter |
| Post-weld grinding | More common | Often less |
| Weld appearance | Excellent with skilled welder | Clean and consistent |
| Best fit | Repair, manual control, small batches | Repeated thin sheet production |
For sheet metal production, laser welding vs TIG welding often comes down to total time per part. If TIG welding takes longer and also requires more grinding, straightening, or polishing, laser welding may save time across the full workflow.
Is laser welding as strong as TIG welding?
Laser welding can produce strong welds when parameters, joint design, shielding gas, material cleanliness, and fit-up are properly controlled. Strength is not decided by process name alone.
In laser welding vs TIG welding for thin sheet metal, strength is usually not the only concern. Many shops care more about speed, weld consistency, distortion, and how much finishing is needed after welding.
TIG can still be preferred for thick sections, complex repair work, or cases where manual puddle control is critical.
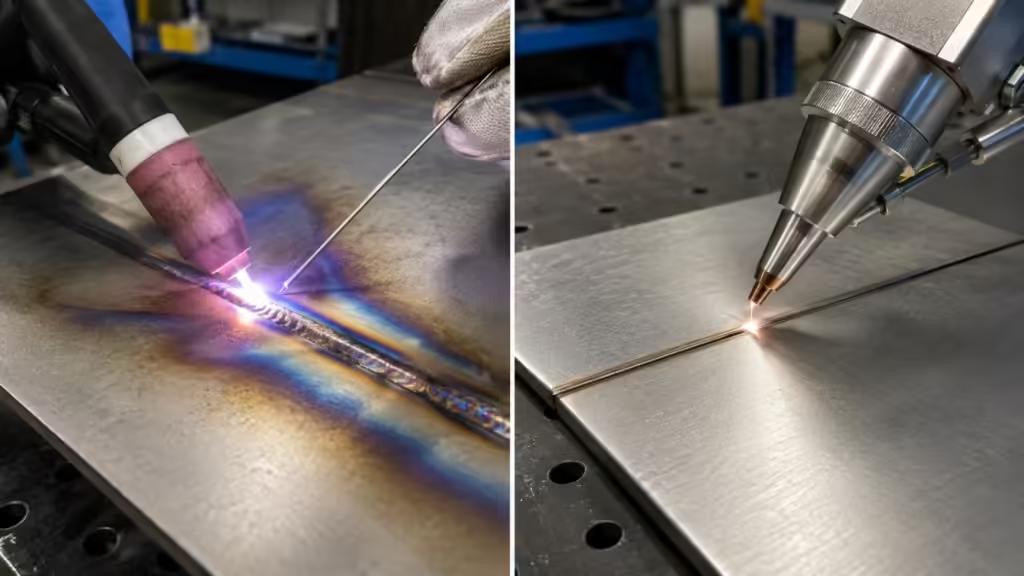
Heat Distortion and Weld Appearance
Thin sheet metal does not forgive excess heat. Once a panel warps, the shop may need extra straightening, polishing, or even replacement.
This is where laser welding vs TIG welding becomes especially important. Laser welding can reduce heat spread because energy is focused into a smaller zone. That helps explain why it is often used for products where surface appearance matters.
For stainless steel sheet, decorative metal parts, cabinets, enclosures, and elevator panels, less heat distortion can be just as valuable as faster welding speed. A clean weld that needs less grinding saves labor twice: during welding and after welding.
Operator Skill and Learning Curve
- TIG welding requires months of operator trainingTIG
- Laser welding allows faster onboarding of new operators
- Automation and guided systems in laser welding reduce reliance on human consistency
Disadvantages of Laser Welding
Despite its speed, laser welding has constraints:
- High initial equipment cost
- Requires precise joint fit-up and clean surfaces
- Protective measures and safety protocols necessary
- Not always ideal for thick sheet welding or complex repairs
Where Laser Welding Works Best for Sheet Metal
- Gabinetes de acero inoxidable
- Kitchen equipment and appliances
- Elevator panels
- Electrical enclosures
- HVAC sheet components
- Metal doors, windows, and frames
For many thin metal jobs, a 1500W laser welding machine can be a practical starting point for stainless steel, carbon steel, and aluminum sheet applications.
Will Laser Welding Replace TIG Welding?
- Laser welding is replacing TIG in many thin sheet applications
- TIG remains relevant for repair, thick materials, or complex joints
- Most workshops will use both depending on application needs
Do laser welders need gas?
Yes, most laser welding jobs use shielding gas. Argon and nitrogen are common choices, depending on material, weld appearance, oxidation control, and cost.
Shielding gas helps protect the weld pool, reduce oxidation, and improve the surface finish. For thin sheet metal welding, gas quality and flow can affect weld color, consistency, and rework time.
Conclusión
For thin sheet metal operations, laser welding vs TIG welding demonstrates that laser welding saves time, reduces distortion, and provides cleaner welds with lower learning costs. TIG remains essential for repairs, thick sheets, and high-precision manual work. Choosing the right process depends on material thickness, production volume, and desired weld quality.
For many shops, laser welding vs TIG welding has a clear answer: laser saves more time in thin sheet metal production, while TIG remains valuable for skilled manual welding and repair work. Explore our range of high-performance laser welding machines today and see how your shop can increase efficiency and reduce rework.
Preguntas frecuentes
Is laser welding as strong as TIG welding?
Strong enough for thin sheets if properly set up. TIG is stronger for thick or repair work.
What are the disadvantages of laser welding?
High equipment cost, precise fit-up required, safety measures needed.
Will laser welding replace TIG welding?
Not entirely; it complements TIG in thin sheet production.
Do laser welders need gas?
Yes, usually argon or nitrogen to protect the weld pool and improve surface quality.
Is laser welding faster than TIG welding?
Yes, especially on thin sheets and repetitive production.
Is laser welding better for thin sheet metal?
Generally, yes; lower distortion, faster, and more consistent than TIG.
Is laser welding stronger than MIG welding?
Depends on parameters; for thin sheets, laser strength is typically sufficient.
What is the best TIG welding alternative for sheet metal?
Laser welding is often the ideal choice for high-speed thin sheet operations.