
Solving the Porosity Problem: Laser Surface Preparation in High-Strength Welding
Eliminating defect traps like hydrogen cracking and micro-porosity in high-strength joints requires a complete rethink of your metal cleaning protocols. For engineers and quality control teams, microscopic oil layers, hydration films, and residual oxides are the invisible enemies that ruin full-penetration welds if left ignored. Relying on traditional chemical stripping or abrasive grit blasting often introduces unpredictable surface variables, environmental hazards, and costly disposal overhead. Implementing tactical laser surface preparation bypasses these conventional limitations entirely, serving as a non-contact, dry alternative that modifies joint faces at the micron level to ensure perfect fusion. This technical document covers the operational science of pulsed-wave metal cleaning, strategies for controlling surface roughness, and the most reliable methods to maintain absolute defect control on high-load structural joints.
Table of Contents
Why Conventional Metal Preps Destabilize Pre-welding Cleaning Standards
Traditional mechanical grinding and solvent wiping can no longer meet the stringent pre-welding cleaning standards required for advanced structural fabrication. Standard grinding discs easily load up with grease, spreading trace organic elements across the joint face rather than stripping them away entirely. Furthermore, traditional bead blasting often embeds tiny fracturing particles into soft metal substrates like aluminum, leaving behind inclusions that cause severe weld failure under high mechanical stress.
Chemical pickling methods introduce massive regulatory burdens under environmental frameworks like the EPA’s Clean Air Act regulations, alongside ongoing handling hazards for shop floor teams. Wet acid chemical treatments can also lead to hydrogen embrittlement in high-strength carbon alloys, introducing hidden structural micro-cracks before the arc even strikes.
Transitioning your production line to dynamic laser surface preparation completely eliminates these volatile chemical handling costs and disposal fees. Using high-energy focused light energy removes volatile organic matter and scales instantly without affecting the bulk mechanical properties of your base material. Adopting automated laser surface preparation systems ensures that parts enter the welding cell completely free of carbon film residues.
Understanding Laser Surface Treatment and Plasma Ablation Dynamics
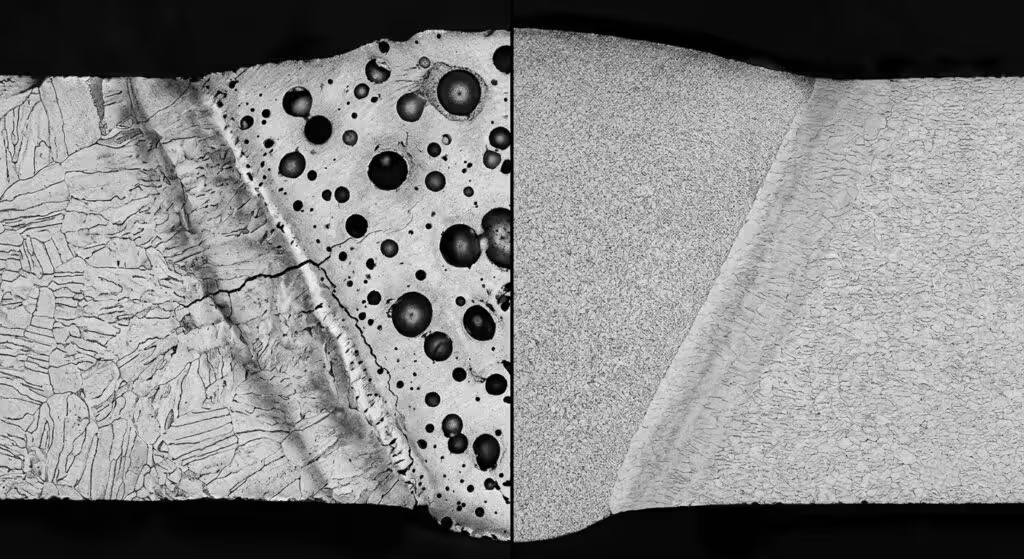
To optimize your production lines, engineers must evaluate how high-frequency fiber laser configurations interact directly with structural metal surfaces. When a high-peak-power pulsed laser beam sweeps across an oxidized component, the contaminant layer absorbs the focused light energy instantly, causing it to vaporize via selective thermal ablation. This rapid thermodynamic process creates a localized plasma expansion wave that safely lifts away stubborn mill scale, carbonized rust, and drawing oils.
Integrating modern laser surface treatment systems lets operators fine-tune energy settings to match specific metallic vapor thresholds. By adjusting pulse frequency and line overlaps, production teams can achieve perfect metal cleaning without overheating the delicate grain structure of the base metal. Implementing specialized laser surface preparation protocols at this stage alters the surface layer profile beneficially.
Modifying laser scanning patterns allows manufacturing teams to achieve three distinct micro-topography benefits:
- Controlled Micro-Roughness: Laser texturing creates consistent micro-peaks on the joint faces, significantly expanding the effective contact surface area.
- Targeted Oxide Layer Removal: The high-intensity laser completely breaks down tenacious surface oxides, preventing inclusions from forming inside the molten pool.
- Stable Thermal Control: Ultra-short laser pulses prevent unwanted heat buildup, protecting narrow heat-affected zones from early phase transformations.
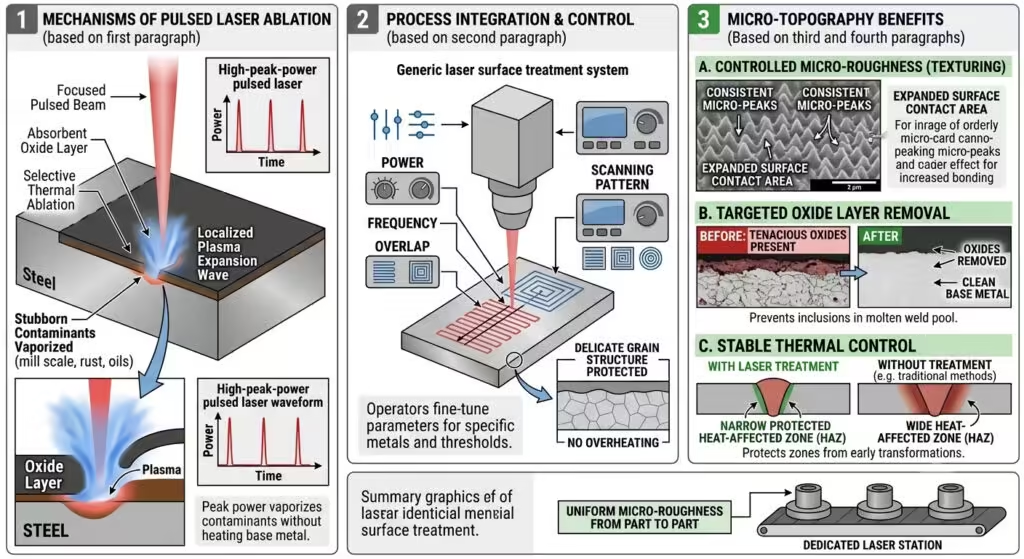
By setting up a dedicated laser surface preparation station, engineers can ensure that micro-roughness parameters remain entirely uniform from part to part.
The Critical Role of Laser Surface Preparation in High-Strength Welding
In mission-critical sectors like defense fabrications and automotive electric vehicle (EV) battery enclosure assemblies, poor weld quality can lead to catastrophic structural failure. Using specialized laser surface preparation systems provides a highly repeatable cleaning method that ensures consistent fusion depth across every production run. Without an engineered laser surface preparation setup, microscopic layers of surface moisture will destabilize the electric arc, resulting in intermittent fusion tracking.

Using advanced pre-weld laser ablation directly resolves the root causes of major structural defects:
1.Hydrogen Porosity Deflection: Instantly vaporizes moisture films and hydrocarbons, eliminating the main sources of hydrogen gas bubbles in sensitive aluminum alloys.
2.Homogeneous Grain Consolidation: Removing surface contaminants allows the liquid metal pool to flow smoothly, ensuring a reliable, uniform grain structure across the joint line.
3.Consistent Laser Power Absorption: Stripping away highly reflective, inconsistent surface oxides ensures stable beam absorption during high-speed laser welding processes.
Developing a reliable, automated laser welding surface preparation workflow requires careful control of four foundational process parameters:
| Operational Parameter | Factory Adjustment Range | Direct Influence on Weld Integrity |
| Average Laser Power | 200W – 2000W | Determines the overall cleaning speed and thickness capacity for removing heavy mill scale. |
| Pulse Repetition Rate | 10 kHz – 100 kHz | Controls the density of the laser pulses, managing thermal impact on sensitive alloys. |
| Overlap Scan Ratio | 50% – 85% | Ensures complete surface coverage without leaving uncleaned lines between scan tracks. |
| Focal Positioning Depth | -2mm to +1mm | Adjusts the laser’s power density to optimize ablation performance on warped or uneven parts. |
For engineers evaluating the laser ablation process, the technical performance benchmarks provided by IPG Photonics’ Laser Cleaning Solutions demonstrate how targeted light energy ensures oxide removal without inducing thermal fatigue in the substrate.
Maximizing Industrial ROI Through Modern Laser Surface Preparation Implementations
Upgrading your manufacturing facility to an advanced inline cleaning process reduces your overall operational costs while significantly lowering weld rejection rates. Attempting to hide underlying surface contamination with high-amperage welding parameters only introduces hidden structural weaknesses that jeopardize the integrity of your finished products. Integrating laser surface preparation mechanisms on your assembly floor replaces high-maintenance grit blasting systems completely.
To deeper examine how modern surface treatments alter metallic grain structures at a microscopic level, you can explore peer-reviewed research in the Journal of Laser Applications (LIA) via AIP Publishing. Reviewing these published studies highlights the long-term structural benefits of adopting advanced light-based cleaning systems.
Moving away from outdated mechanical abrasion methods saves your team hundreds of hours in manual rework and grinding wheel replacements. By anchoring your production workflows around automated laser surface preparation, you protect your welding cells from unexpected downtime, ensure code compliance, and deliver flawless, defect-free welds across every single production cycle.
FAQ
What is laser cleaning for surface preparation?
It is a non-contact industrial cleaning method that uses nanosecond-pulsed laser beams to rapidly vaporize surface oxides, oils, and scales without melting or altering the underlying base metal. Deploying laser surface preparation equipment ensures these contaminants are removed down to the bare substrate.
What not to do before laser resurfacing?
Never apply volatile chlorinated solvents or high-gloss silicon lubricants to the metal parts prior to laser treatment. These compounds can produce toxic airborne vapors when exposed to the high-energy laser beam or foul the protective optical lenses.
Is laser sanding a real thing?
Yes. In commercial manufacturing, “laser sanding” refers to computer-controlled surface roughening or texturing. This process replaces traditional orbital sanders by using pulsed laser beams to create precise micro-roughness patterns on metal faces.
Does laser resurfacing actually work for high-reflectivity copper and aluminum alloys?
Yes. By deploying specialized short-wavelength green fiber laser configurations or optimized infrared pulse parameters, operators can bypass high material reflectivity to successfully strip surface oxides without damaging sensitive parts.