Solutions Laser pour la Fabrication de Moules et d'Équipements
Solutions Laser pour la Fabrication de Moules et d'Équipements
Réalité industrielle : Dans la fabrication de moules et la fabrication d'équipements lourds, le succès est défini par trois métriques : Précision, Stabilité et Cycle de Livraison. La Valeur du Laser : Nous remplaçons les processus manuels et variables par une précision numérique contrôlée. Qu'il s'agisse de restaurer une cavité de moule usée sans déformer la base ou de garantir un ajustement parfait dès la première fois pour une soudure structurelle, la technologie laser réduit les “ coûts cachés ” du travail d'atelier, de l'ajustement et du polissage secondaire.
Défis communs
Si votre salle d'outillage ou votre atelier d'assemblage rencontre ces problèmes, nos solutions y répondent directement :
- Assemblage Ajustement et Tolérances Broyage et calage manuels constants car les pièces ne s'alignent pas parfaitement.
- Réparations risquées : Le soudage TIG sur un noyau de moule provoque une déformation thermique ou des retraits, ruinant la ligne de joint et nécessitant des retouches importantes.
- Contamination de surface : Des couches d'oxyde ou des agents de démoulage résiduels provoquant de la porosité de soudure ou une délamination du revêtement.
- Chaos de la traçabilité : Confondre des curseurs/inserts qui se ressemblent, ou perdre la trace des cycles de maintenance parce que les étiquettes d'identification sont tombées.
- Goulots d'étranglement de traitement En attente d'électro-érosion ou de découpe au fil pour des ajustements simples de fixations ou des cales.
Pièces et matériaux typiques
Pièces à usiner :
- Composants de moule : Noyaux, cavités, tiroirs, verins, goupilles d'éjection.
- Pièces d'équipement : Cadres structurels, plaques de montage, arbres de précision, fixations/gabarits personnalisés.
- Maintenance : Surfaces usées nécessitant un rechargement (revêtement).
Matériaux :
- Aciers à outils : P20, H13, S7, D2 (États endurcis).
- Structurel : Acier au carbone, Acier inoxydable (304/316).
- Non-ferreux : Aluminium (6061/7075), alliages de cuivre (Bronze au béryllium).
États de surface :
- Surfaces traitées thermiquement, nitrurées, huilées, rouillées ou revêtues nécessitant une préparation.
Ce que vous essayez d'accomplir
- [Améliorer la précision de l'assemblage]
- Découpez instantanément des cales et des fixations précises pour faciliter le montage.
- [Soudure de réparation stable]
- Restaurer les arêtes/surfaces avec une zone affectée par la chaleur (ZAT) minimale.
- [Préparation de surface pour revêtement/soudage]
- Éliminer les oxydes/contaminants sans changement dimensionnel.
- [Identifiant permanent et traçabilité de la pièce]
- Gravez profondément des codes qui résistent à la chaleur, à la pression et à l'abrasion.
- [Fabrication rapide d'appareils]
- Prototypez rapidement des gabarits pour maintenir des pièces complexes en usinage.
Chemins de traitement recommandés
1 Chemin de coupe/façonnage de précision
- Application : Découpe de cales personnalisées, de gabarits d'assemblage, de supports de contrôle et modification de plaques structurelles.
- Le résultat : Élimination du temps de “réglage”. Les pièces sont coupées à la tolérance exacte, ce qui réduit le besoin de rectification manuelle lors de l'assemblage final.
2 Voie Soudage Réparation et Assemblage
- Application : Accumulation de précision sur les bords usés des moules, réparation de fissures dans les cadres d'équipement et assemblage de composants structurels.
- Le résultat : Faible apport de chaleur. Contrairement au TIG, le soudage laser minimise la déformation, préservant ainsi la dureté et la tolérance dimensionnelle du matériau de base. Réduit considérablement l'usinage après soudure.
3 Nettoyage et préparation de surface
- Application : Supprimer la rouille des moules stockés, nettoyer les oxydes avant de souder l'aluminium, décaper la peinture/graisse sans sablage.
- Le résultat : Une surface vierge qui assure une fusion de soudure ou une adhérence de revêtement à 100%. Nettoyage non abrasif protège les tolérances critiques du moule (contrairement au sablage).
Marquage et Traçabilité
- Application : Gravure profonde des identifiants de pièces, des codes QR pour le suivi de la maintenance et des numéros de version sur les inserts interchangeables.
- Le résultat : Gestion claire des actifs. Les codes restent lisibles même après des milliers de cycles de moulage ou de traitements thermiques.
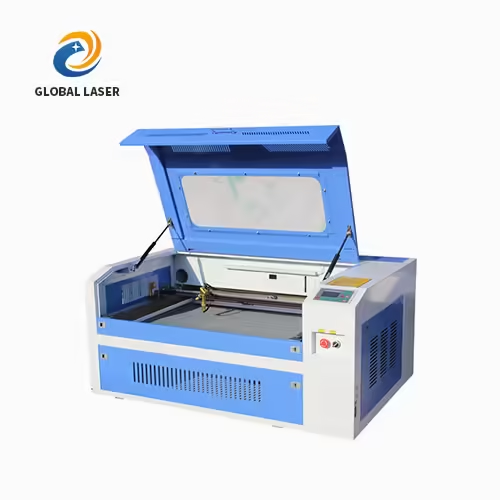
Matériel laser nécessaire
Pour exécuter ces processus, voici le matériel requis :
- Machine de soudage laser Portatif pour les châssis de gros équipements ; automatisé/contrôlé par joystick pour la réparation de moules de précision.
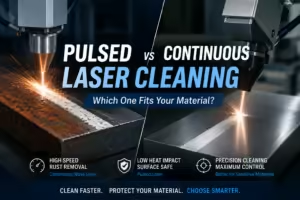
- Machine de nettoyage laser : Laser à impulsions pour le nettoyage non destructif des moules ; laser CW pour le décapage de la rouille tenace sur les cadres.
- Machine de marquage laser : Fibre/MOPA pour gravure profonde sur acier à outils trempé.
- Machine de découpe laser : (Facultatif) Pour la fabrication rapide d'outillages et de composants en tôle.
- Machine de marquage par micro-percussion électrique : (Optionnel) Pour un marquage profond, sans effort sur des pièces brutes ou des surfaces rugueuses où le contraste visuel est moins important que la profondeur.
Comment choisir la bonne configuration
1 Type de travail et exigences de tolérance
- Haute Tolérance (Moulages) Nécessite un soudage laser précis et pulsé pour contrôler l'accumulation de chaleur et éviter l'affaissement.
- Structurelles (Déchirures) : Nécessite un soudage CW (continu) haute puissance pour une pénétration profonde et une vitesse.
2 Taille et accessibilité
- Grandes Moulures / Machines : Vous ne pouvez pas déplacer un outil de 5 tonnes vers une station laser. Il faut solutions laser mobiles/portables avec des câbles à fibres longues.
- Petits inserts : À traiter idéalement dans une station de sécurité fermée de classe 1.
3 Flux de production contre flux de réparation
- Focus Réparation : Priorisez la flexibilité et le contrôle manuel (joystick/portable) pour atteindre des géométries difficiles.
- Focus de Production : Prioriser la préparation à l'automatisation et la répétabilité des fixations.
4 Fixation et répétabilité
- La réalité : Le laser est précis, mais votre positionnement de pièce l'est-il ? Pour l'assemblage, investir dans dispositifs de changement rapide vaut souvent mieux qu'une puissance laser plus élevée.
Qualité et Acceptation (Pratique)
- Soudage: Vérifier l'absence de sous-coupe, une ZAT minimale (pas de chute de dureté) et une largeur de cordon constante.
- Nettoyage : “Test de rupture d'eau” pour la propreté ; vérifier l'absence de décollement de matériau du substrat (contrôle dimensionnel).
- Marquage: Lisibilité de grade A/B ; vérification de la profondeur (par exemple, >0,1 mm) pour résister à l'usure.
- Coupe : Bords sans bavures ne nécessitant aucun limage secondaire avant l'assemblage.
Meilleur équipement laser d'un bon rapport qualité-prix pour la fabrication de moules et d'équipements
Obtenez des équipements laser conçus avec précision pour le monde exigeant de la fabrication d'outillages et de machines, où la précision d'assemblage, la réparation à faible chaleur et la traçabilité du cycle de vie définissent votre succès. De la soudure de réparation de moules sans distorsion et de la préparation de surface non destructive au marquage permanent d'inserts et à la découpe de gabarits de précision, nos solutions visent à éliminer les ajustements manuels, à préserver la dureté des matériaux et à prolonger la durée de vie des outils. Partagez votre nuance d'acier, la profondeur de réparation ou vos objectifs d'assemblage, et nos ingénieurs vous recommanderont la configuration la plus stable et la plus rentable pour votre atelier.




Actualités des moules et de la fabrication d'équipements et dernières solutions d'application
Restez à jour sur les exigences changeantes de la fabrication d'outils de précision et d'équipements lourds, ainsi que sur les stratégies laser pratiques qui font gagner du temps sur l'établi. Nous partageons ici des conseils testés sur le terrain pour la soudure de réparation à faible distorsion, la restauration de surface non abrasive et le suivi des actifs du cycle de vie, ainsi que de nouvelles stratégies de maintenance et des leçons apprises dans la salle d'outillage. Si vous êtes confronté à un problème de tolérance ou d'usure spécifique, vous trouverez des conseils techniques clairs, et pas seulement des gros titres de l'industrie.










Téléchargement de ressources
Télécharger des ressources adaptées pour fabrication de moules et d'équipements, tels que des tableaux de paramètres de soudage de réparation pour aciers à outils, des guides de nettoyage non abrasif, des tables de profondeur de gravure profonde et des listes de contrôle de maintenance pour le soudage, le nettoyage et le marquage laser. Si vous ne trouvez pas le paramètre spécifique pour votre nuance d'acier ou la géométrie de votre pièce, envoyez-nous vos exigences et nous vous fournirons les fichiers appropriés.
Guide d'application des moules et de l'équipement
PDF • 5,2 Mo
Guide de gravure profonde et de marquage d'entretien
PDF • 5,2 Mo
Conseils de préparation de surface
PDF • 5,2 Mo
Le premier choix des clients du monde entier
Les fabricants choisissent GLOBALLASER pour une raison simple : la constance des résultats en production. De la découpe laser au soudage, en passant par le nettoyage et le marquage, nos machines sont conçues pour un fonctionnement fiable, une qualité constante et une intégration parfaite à votre flux de production.

Machine de marquage laser Vision
Fabricants de composants électroniques

Machine de marquage laser à fibre séparée
Propriétaire d'une entreprise artisanale de publicité
Machine de marquage portable standard
Fournisseur de pièces industrielles

Machine de marquage laser CO2 pour armoire
Fabricants d'équipements sur mesure
Machine de gravure laser 3020
Société de machines de précision
FAQ
Réponses techniques pour les outilleurs et les ingénieurs
Nous savons que dans la fabrication de moules et d'équipements lourds, le “ suffisant ” n'existe pas. Vous avez affaire à des aciers à outils trempés, des tolérances critiques et des actifs coûteux où une seule erreur lors de la réparation ou de la finition peut coûter des milliers. Vous trouverez ci-dessous les réponses techniques concernant le contrôle de la chaleur, l'intégrité de surface et la compatibilité des matériaux. Si vous avez un grade d'acier spécifique ou une géométrie unique non mentionnée ici, envoyez-nous les détails pour une évaluation de faisabilité spécifique.
Comment prévenir la déformation thermique lors de la réparation de moules ?
Peut-on souder au laser des aciers à outils trempés avec succès ?
Le nettoyage au laser endommagera-t-il la surface critique du moule ?
Quelle est la profondeur à laquelle nous pouvons marquer pour une identification permanente ?
Pouvons-nous traiter des moules lourds sans les déplacer ?
La soudure laser affecte-t-elle la dureté du métal de base ?