
Desafíos de la soldadura de titanio y cómo prevenir la contaminación
Tabla de contenido
La soldadura de titanio requiere un estricto control atmosférico. Cuando se utiliza un sistema láser manual, una protección inadecuada o una limpieza deficiente de la superficie pueden causar rápidamente oxidación y contaminación de la soldadura.
Por qué la protección es importante en la soldadura de titanio
El titanio se vuelve reactivo por encima de ~550°C; el oxígeno, el nitrógeno y el hidrógeno pueden formar óxidos, nitruros e hidruros que fragilizan la zona de fusión. Para el trabajo con láser manual, esto significa que es esencial un enfoque de blindaje específico. Las directrices sobre el uso de argón de gran pureza y una purga posterior adecuada están bien establecidas en la práctica industrial.
- Utilice argón 100% o mezclas aprobadas de argón/helio cuando se recomiende.
- Especifique la pureza del gas (a menudo 99,998% o superior) y un punto de rocío bajo para reducir el oxígeno y la humedad.
- Mantener los tiempos de preflujo y postflujo el tiempo suficiente para proteger el baño de fusión hasta que se enfríe por debajo de la temperatura reactiva.
Limpieza y ajuste para una soldadura limpia del titanio

Los contaminantes en la superficie son vías rápidas hacia el fallo de la soldadura. Elimine los aceites de mecanizado, las huellas dactilares, los fluidos de corte y la carcasa alfa antes de intentar soldar.
Limpieza mecánica: cepillos no ferrosos, medios abrasivos homologados (evitar los contaminantes férricos).
Decapado químico/pickling: seguir los procedimientos normalizados para la preparación de la superficie del titanio.
Los pasos cortos y repetibles hacen que la limpieza sea rutinaria y auditable:
1.Desengrase con un disolvente apropiado.
2.Eliminar mecánicamente los óxidos gruesos con abrasivos seguros para el titanio.
3.Aplique el decapado químico sólo según los procedimientos estándar y neutralice a fondo.
4.Almacenar las piezas limpias en un ambiente seco e inerte hasta la soldadura.
Estrategias de blindaje para soldadura láser de titanio con equipo de mano
La soldadura láser manual añade movilidad pero reduce la protección pasiva que ofrecen los dispositivos. Utilice protectores físicos, boquillas y técnicas de purga para crear una envoltura inerte local.
- Cubierta/boquilla local: elija diseños que proporcionen una cobertura laminar de argón y minimicen las turbulencias.
- Purga a contracorriente: para secciones cerradas, utilice presas de purga o líneas de purga internas para proteger la raíz.
- Cerramientos: cuando sea posible, realice las soldaduras láser dentro de una cámara de purga ventilada para obtener los resultados más consistentes. La orientación de la investigación industrial respalda estas medidas activas para limitar la incursión atmosférica durante las operaciones de soldadura láser.
Modos comunes de contaminación y detección durante ejecuciones manuales
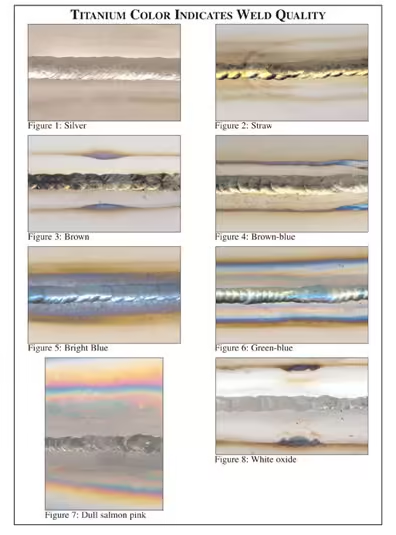
La porosidad, la decoloración por óxido gris/negro y los cambios repentinos en la humectación del cordón indican contaminación. Si una soldadura muestra una zona gris mate o dorada oscura, deténgase y evalúe el blindaje y la limpieza; estos colores a menudo se correlacionan con la captación de nitrógeno u oxígeno.
La investigación reciente sobre soldadura láser refuerza la importancia de la elección del gas inerte y la geometría del flujo para reducir los productos de reacción atmosférica en el cordón.
Lista de verificación práctica para la implementación en tienda (enfoque láser manual)
Mantén las acciones cortas y repetibles; esto ayuda a los equipos a evitar la contaminación de manera consistente.
- Pre-soldadura: desengrasar, granallar con medios aprobados y verificar que no hay contaminación por hierro.
- Configuración de gas: verifique la pureza, el caudal y los tiempos de pre/post-flujo en cada estación de soldadura.
- Fijaciones: utilice presas ligeras, bolsas de purga o un simple sellado hinchable cuando se requiera una purga posterior.
- Soldadura de prueba: siempre realice una soldadura de prueba corta en material de desecho e inspeccione el color y la porosidad antes de comprometerse con la producción.
- Registro: registrar lote de gas, punto de rocío, y firma del operador para soldaduras críticas.
por qué son importantes estos controles
Cuando está contaminada, la zona de soldadura puede formar intermetálicos frágiles o caja alfa que reducen la vida a fatiga. Las referencias de laboratorio y materiales explican la alta reactividad del titanio a temperaturas de soldadura y por qué son innegociables un blindaje y una limpieza estrictos.
Manipulación e inspección posterior a la soldadura
- Permitir un postflujo inerte hasta que la temperatura del cordón descienda por debajo del umbral reactivo.
- Inspeccionar visualmente y con END adecuados a la aplicación (líquidos penetrantes, radiografía o ultrasonidos, según se especifique).
- Si se sospecha que hay contaminación, retire la soldadura y repásela; no confíe en que los revestimientos o los tratamientos posteriores enmascaren la fragilización.
Resumen rápido: la regla de 60 segundos de los operadores
Antes de pulsar el gatillo de un láser manual, realice esta comprobación de 60 segundos: superficie limpia ✓, pureza y flujo de argón ✓, purga posterior o cubierta en su sitio ✓, color de soldadura de prueba ✓. Si falla algún elemento, corríjalo antes de continuar.
Conclusiones clave
La soldadura del titanio no es intrínsecamente difícil, pero es implacable. La afinidad del material con el oxígeno, el nitrógeno y el hidrógeno hace que pequeños fallos en la protección o la preparación de la superficie puedan afectar permanentemente a la integridad de la soldadura.
En las aplicaciones láser manuales, el éxito depende menos de los ajustes de potencia y más de la disciplina del proceso. Material base limpio. Gas de protección estable y de gran pureza. Entornos de purga controlados. Protección verificada antes y después del flujo. No se trata de pasos opcionales, sino de salvaguardias estructurales contra la fragilización y la contaminación superficial.
Los operadores que tratan la soldadura de titanio como un proceso de control de contaminación en lugar de una simple operación de unión logran consistentemente perfiles de cordón más limpios, tasas de porosidad más bajas y un rendimiento mecánico más predecible.
Si se minimiza la exposición atmosférica y se estandarizan los procedimientos, los sistemas láser portátiles pueden producir soldaduras de titanio repetibles y de alta calidad, adecuadas para aplicaciones industriales exigentes.
En la fabricación de titanio, la precisión no se trata solo de un enfoque láser, se trata del control ambiental.
Para más información sobre la soldadura de titanio, consulte haz clic aquí.