
¿Sus ajustes de potencia de grabado láser están acabando con sus márgenes de beneficio?
La precisión en la fabricación industrial no se logra mediante prueba y error; es el resultado de una calibración calculada. El núcleo del marcado de alta calidad reside en la gestión precisa de los ajustes de potencia del grabado láser. Ya sea procesando acero inoxidable o polímeros orgánicos, comprender la interacción entre la producción de energía y la respuesta del material es fundamental para la eficiencia operativa y los resultados de grado profesional.
Tabla de contenido
La Física de la Densidad de Energía
Toda aplicación de marcado láser comienza con el concepto de Densidad de Energía. Esta es la cantidad de potencia entregada a un área específica durante un tiempo específico. En entornos profesionales, ajustar la configuración de potencia de su grabador láser es esencialmente un ejercicio en la gestión de la Zona Afectada por el Calor (HAZ).
Según las normas técnicas establecidas por la Sociedad Internacional de Óptica y Fotónica (SPIE), la tasa de absorción de un material dicta el umbral de energía requerido. Si la densidad de energía es demasiado baja, la superficie del material permanece sin cambios. Si es demasiado alta, el estrés térmico excesivo provoca deformación o carbonización, particularmente en sustratos sensibles al calor.
Frecuencia de Pulsos (KHz) y su Rol en la Calidad
En los sistemas de láser de fibra, el Frecuencia de pulso (KHz) es tan vital como el vataje. La frecuencia determina el número de pulsos del láser por segundo. Los ajustes de alta frecuencia (60–100 KHz) dan como resultado un acabado más suave con menos alteración de la superficie, ideal para el marcado de dispositivos médicos.
Por el contrario, los ajustes de frecuencia más bajos (20–40 KHz) brindan una mayor potencia pico por pulso, lo cual es necesario para el grabado profundo en aceros endurecidos. Al refinar sus ajustes de potencia de grabado láser, debe equilibrar la frecuencia con la velocidad para garantizar que los pulsos superpuestos creen una marca continua y legible sin degradar la integridad estructural del material.
Dominando la tabla de potencia y velocidad del láser
Para optimizar la producción, cada instalación requiere una Tabla de Potencia y Velocidad del Laser localizada. Este documento técnico sirve como base para todas las operaciones. La relación entre potencia y velocidad es típicamente inversa: para mantener una profundidad constante, un aumento en la velocidad debe ser compensado por un aumento proporcional en la potencia.
| Material | Tipo de láser | Poder (%) | Velocidad (mm/s) | Frecuencia (KHz) | Nota |
| Acero inoxidable | Fibra | 30-50 | 500-800 | 30 | Marcado de alto contraste |
| Aluminio anodizado | Fibra | 15-25 | 1500-2000 | 50 | Ablación de Superficie solamente |
| Madera noble (Roble) | CO2 | 60-80 | 300-500 | N/A | Se requiere alta asistencia de aire |
| Acrílico Transparente | CO2 | 20-35 | 400-600 | N/A | Borde pulido a la llama |
Establecer estos ajustes de potencia de grabado láser garantiza la repetibilidad entre diferentes turnos y operadores.
Guía de compatibilidad de materiales: Más allá de la superficie
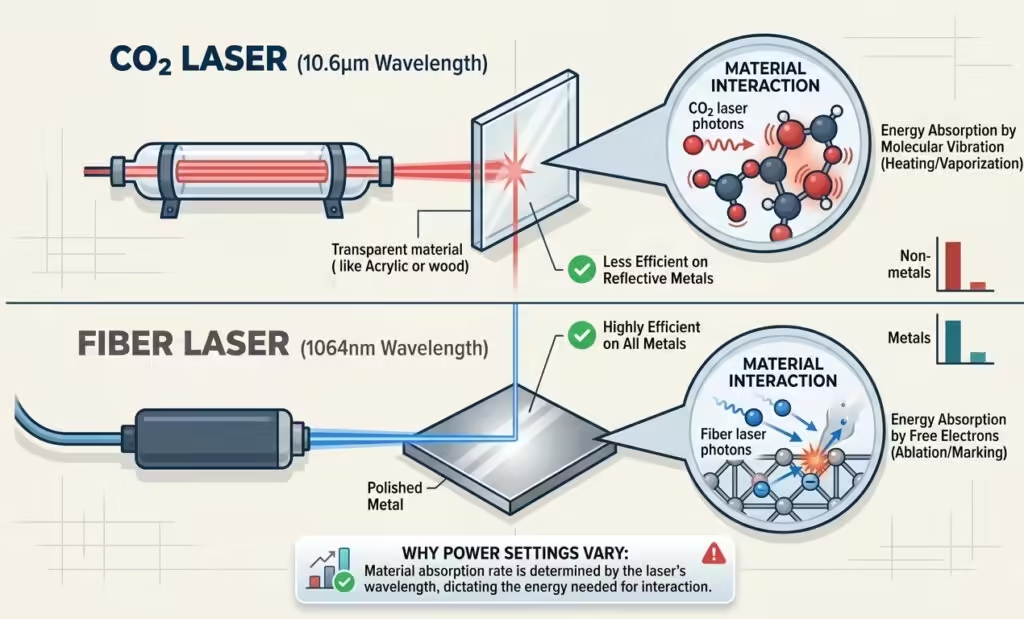
Una Guía Completa de Compatibilidad de Materiales es esencial para identificar cómo las diferentes longitudes de onda interactúan con la materia. Los láseres de fibra (1064nm) son excepcionalmente eficientes para metales y ciertos plásticos debido a sus altas tasas de absorción en estos materiales. Láseres de CO2 (10.6μm), sin embargo, son el estándar de la industria para sustratos no metálicos como madera, vidrio y textiles.
Al configurar los ajustes de potencia del grabado láser para nuevas aleaciones, los ingenieros deben tener en cuenta la reflectividad de la superficie. Los metales muy reflectantes, como el cobre o el latón, pueden causar reflejos que dañan la fuente láser si la potencia no se incrementa correctamente. El uso de un búfer de rampa en la configuración del software es una salvaguardia industrial estándar.
Optimización de la Profundidad y el Contraste del Grabado
Lograr el equilibrio perfecto entre la Profundidad de Grabado y el Contraste es el sello distintivo de un técnico maestro. En los sectores automotriz y aeroespacial, los códigos 2D DataMatrix requieren un alto contraste para la legibilidad de las máquinas. Esto a menudo se logra a través de un proceso llamado “recocido”, donde se utilizan ajustes de potencia de grabado láser más bajos a velocidades más lentas para calentar el metal hasta su punto de fusión sin eliminar material, creando una capa de óxido oscuro permanente.
Para el grabado profundo, el enfoque se centra en la eliminación de material. Esto requiere múltiples pasadas a alta potencia y velocidad moderada. Usar un patrón de relleno entrecruzado en tu software asegura que el fondo del grabado sea plano y libre de artefactos de “escalonamiento”.
Aplicaciones Industriales y Rendimiento
En una línea de fabricación de alto rendimiento, la configuración recomendada para el grabado láser industrial a menudo prioriza el tiempo de ciclo. Sin embargo, la velocidad nunca debe comprometer el requisito de “Marca Permanente” de las normas ISO.
Los láseres de fibra modernos permiten un escaneo a alta velocidad (hasta 7000 mm/s), pero la configuración de potencia del grabado láser debe ser suficiente para desencadenar el cambio molecular en el sustrato dentro de esa microduración.
Por qué la configuración de potencia del láser varía entre los láseres de CO2 y de fibra
Una consulta técnica común en el taller es Por qué la configuración de la potencia del láser varía entre el CO2 y Láseres de fibra. La respuesta reside en la Ley de Beer-Lambert, que relaciona la atenuación de la luz con las propiedades del material a través del cual viaja la luz.
Los láseres de fibra producen un tamaño de punto mucho menor (mayor densidad de potencia) que los láseres de CO2. En consecuencia, un láser de fibra de 20W a menudo puede grabar metal de manera más efectiva que un láser de CO2 de 100W. Comprender esta discrepancia es fundamental al migrar flujos de trabajo entre diferentes arquitecturas de máquinas u optimizar la configuración de potencia de grabado láser para talleres con varias máquinas.
Cómo encontrar la mejor configuración de potencia láser para materiales nuevos
Cuando un cliente introduce un compuesto propietario o una aleación nueva, el equipo técnico debe saber cómo encontrar la configuración óptima de potencia del láser para nuevos materiales. El método más eficiente es la “Matriz de Prueba de Potencia-Velocidad”.”
1.Configuración de la cuadrícula: Crea una cuadrícula de 10x10 en tu software de control (por ejemplo, LightBurn o EZCAD).
2. Asignación de Variables: Asignar potencia al eje X (incrementos de 10%) y velocidad al eje Y.
3.Ejecución: Ejecute la prueba en un trozo de material de desecho del objetivo.
4. Evaluación: Analiza los resultados de profundidad, carbonización y contraste.
Este enfoque empírico elimina las conjeturas de Ajustes de potencia de grabado láser y construye una base de datos interna robusta.
Velocidad y potencia óptimas para el grabado láser profundo
Grabado profundo (mayor a 0.1 mm) en herramientas industriales requiere una configuración óptima de velocidad y potencia para el grabado láser profundo. Para prevenir la acumulación de escoria y carbonización, los técnicos deben utilizar asistencia de aire a alta presión y una función de “oscilación” si está disponible.
Al modular la configuración de potencia del grabado láser a través de múltiples capas, en lugar de una sola ráfaga de alta potencia, el técnico mantiene el control sobre la verticalidad de las paredes del grabado.
Lista universal de parámetros de grabado láser para acero inoxidable y madera
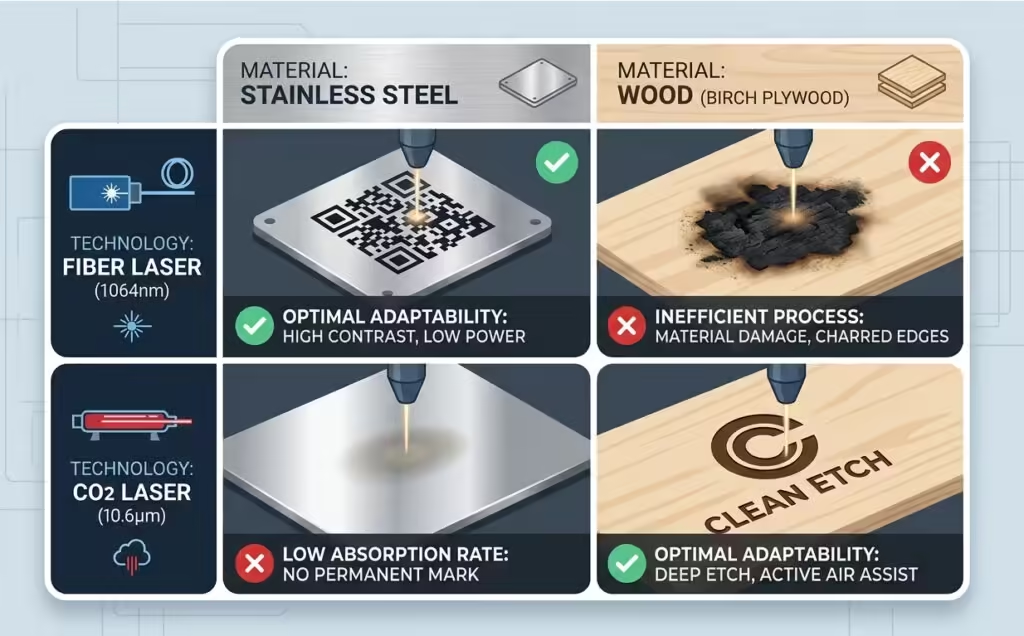
Si bien ninguna lista es verdaderamente “universal” debido a las variaciones en el estado del tubo del láser y la limpieza de la óptica, una lista universal de parámetros de grabado láser para acero inoxidable y madera proporciona un punto de partida necesario.
Para Acero Inoxidable 304, un láser de fibra de 30W generalmente funciona mejor a 40% de potencia y 600 mm/s. Para Contrachapado de Abedul, un láser de CO2 de 60W a menudo alcanza el “punto óptimo” a 25% de potencia y 350 mm/s. Estas configuraciones de potencia de grabado láser evitan los modos de falla más comunes: “quemar” la madera y “desvanecerse” en el acero.
Conclusión: El ROI de la Precisión
Calibrar la configuración de potencia de su grabador láser es más que un requisito técnico; es una estrategia comercial. Reducir las tasas de desperdicio y aumentar la producción impacta directamente en los resultados. Al aprovechar una Tabla estructurada de Potencia y Velocidad del Láser y adherirse a una Guía rigurosa de Compatibilidad de Materiales, las instalaciones industriales pueden garantizar que cada marca sea una marca de calidad.
Preguntas frecuentes técnicas
Cómo encontrar la configuración de potencia láser óptima para materiales nuevos
Ejecuta una prueba de matriz de potencia-velocidad de 10×10. Esto visualiza la interacción entre la potencia y la velocidad, lo que te permite identificar el equilibrio óptimo para el contraste y la profundidad sin desperdiciar material.
¿Por qué mis ajustes de potencia de grabado láser producen resultados inconsistentes en el mismo material?
Verifique la deriva focal o la contaminación de la lente. Incluso una desviación de 1 mm en el enfoque o una mota de polvo en la lente F-theta puede resultar en una caída de 30% en la densidad de energía efectiva.
¿Existen configuraciones de grabado láser recomendadas para el marcado industrial de códigos QR?
Sí. Prioriza un alto contraste sobre la profundidad. Utiliza una alta frecuencia (80 kHz+) y un espaciado de tramado más reducido (0.03 mm) para asegurar que el escáner pueda distinguir los módulos del código del fondo.
Velocidad y potencia óptimas para el grabado láser profundo en aluminio.
Use alta potencia (+), velocidad moderada (300-500mm/s) y baja frecuencia (20KHz). Múltiples pasadas con un ligero cambio de enfoque entre capas producirán los grabados profundos más limpios.