
تحديات لحام التيتانيوم وكيفية منع التلوث
جدول المحتويات
يتطلب لحام التيتانيوم تحكمًا صارمًا في الغلاف الجوي. عند استخدام نظام ليزر محمول باليد، يمكن أن يتسبب عدم كفاية التدريع أو ضعف تنظيف السطح في حدوث أكسدة وتلوث سريع للحام.
لماذا يعتبر التدريع مهماً في لحام التيتانيوم
يصبح التيتانيوم تفاعليًا فوق 550 درجة مئوية تقريبًا؛ يمكن للأكسجين والنيتروجين والهيدروجين تكوين أكاسيد ونيتريدات وهيدريدات تسبب تصلب منطقة الانصهار. بالنسبة للعمل بالليزر المحمول، يعني هذا أن نهج الحماية المركزة أمر ضروري. التوجيه بشأن استخدام الأرجون عالي النقاء والتنقية الخلفية السليمة راسخ في الممارسات الصناعية.
- استخدم 100% من الأرجون أو مخاليط الأرجون/الهيليوم المعتمدة عند التوصية بذلك.
- حدد نقاء الغاز (غالباً 99.998% أو أفضل) ونقطة الندى المنخفضة لتقليل الأكسجين والرطوبة.
- حافظ على أوقات ما قبل التدفق وما بعد التدفق طويلة بما يكفي لحماية المسبح المنصهر حتى يبرد إلى ما دون درجة الحرارة التفاعلية.
التنظيف والتجهيز للحام تيتانيوم نظيف

الملوثات على السطح هي طرق سريعة لفشل اللحام. قم بإزالة زيوت التشغيل، بصمات الأصابع، سوائل القطع، والحالة ألفا قبل محاولة اللحام.
التنظيف الميكانيكي: فرش غير حديدية، مواد كاشطة معتمدة (تجنب الملوثات الحديدية).
التخلية الكيميائية/التخليل: اتبع الإجراءات القياسية لتجهيز سطح التيتانيوم.
خطوات قصيرة ومتكررة تجعل التنظيف روتينيًا وقابلًا للتدقيق:
1. أزل الشحوم بمذيب مناسب.
2. قم بإزالة الأكاسيد الخشنة ميكانيكيًا باستخدام مواد كاشطة آمنة للتيتانيوم.
3. طبق التخليل الكيميائي فقط وفقًا للإجراءات القياسية وتعادل تمامًا.
٤. قم بتخزين الأجزاء المنظفة في بيئة جافة وخاملة حتى تتم عملية اللحام.
استراتيجيات الربط لـ لحام التيتانيوم بالليزر باليد
يضيف اللحام بالليزر المحمول باليد إمكانية التنقل ولكنه يقلل من الحماية السلبية التي توفرها المثبتات. استخدم أغطية فيزيائية وفوهات وتقنيات التنظيف لخلق غلاف خامل محلي.
- غطاء/فوهة محلية: اختر تصميمات توفر تغطية أرجون انسيابية وتقلل الاضطراب.
- التنقية الخلفية: بالنسبة للمقاطع المغلقة، استخدم سدود التنقية أو خطوط التنقية الداخلية لحماية الجذر.
- المرفقات: عند الإمكان، قم بإجراء لحام الليزر داخل غرفة تطهير مغطاة لنتائج أكثر اتساقًا. يدعم التوجيه من أبحاث الصناعة هذه الإجراءات النشطة للحد من اختراق الغلاف الجوي أثناء عمليات لحام الليزر.
أوضاع الكشف الشائعة للتلوث أثناء التشغيلات المحمولة
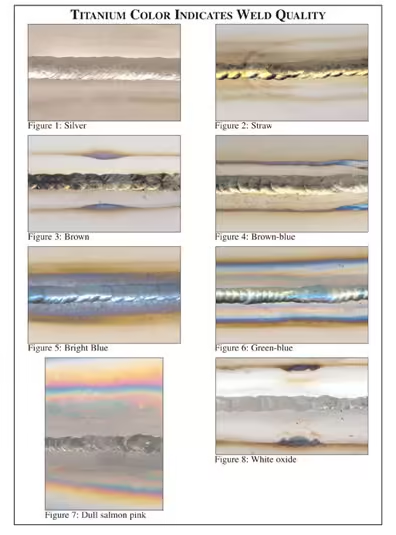
الخباثة، تغير اللون بالأكاسيد الرمادية/السوداء، والتغيرات المفاجئة في تبليل اللحام تشير إلى التلوث. إذا أظهر اللحام منطقة رمادية غير لامعة أو ذهبية داكنة، توقف وقيم الحماية والنظافة؛ غالبًا ما ترتبط هذه الألوان بامتصاص النيتروجين أو الأكسجين.
يعزز البحث الحديث في اللحام بالليزر أهمية اختيار الغاز الخامل وتكوين التدفق لتقليل منتجات التفاعل الجوي في اللحام.
قائمة تحقق عملية لتنفيذ المتجر (تركيز الليزر المحمول باليد)
اجعل الإجراءات قصيرة وقابلة للتكرار - هذا يساعد الفرق على تجنب التلوث باستمرار.
- قبل اللحام: إزالة الشحوم، السفع بالرمل باستخدام وسائط معتمدة، والتحقق من عدم وجود تلوث بالحديد.
- إعداد الغاز: التحقق من النقاء، ومعدل التدفق، وتوقيت التدفق المسبق/اللاحق على كل محطة لحام.
- التجهيزات: استخدم سدودًا خفيفة الوزن، أو أكياس تنظيف، أو إغلاقًا بسيطًا قابلًا للنفخ حيث يكون التنظيف الخلفي مطلوبًا.
- اختبار اللحام: قم دائمًا بإجراء لحام اختباري قصير على قطعة خردة وافحص اللون والمسامية قبل البدء بالإنتاج.
- حفظ السجلات: تسجيل دفعة الغاز، نقطة الندى، وتوقيع المشغل لعمليات اللحام الحرجة.
لماذا هذه الضوابط مهمة
عندما تكون منطقة اللحام ملوثة، قد تتشكل مركبات بينية هشة أو طبقة ألفا تقلل من عمر الكلال. تشرح المراجع المختبرية والمادية التفاعل العالي للتيتانيوم في درجات حرارة اللحام ولماذا تعتبر الحماية والتنظيف الصارمان أمرًا غير قابل للتفاوض.
المعالجة اللاحقة للحام والفحص
- اسمح بتدفق خامل ما بعد انتهاء اللحام حتى تنخفض درجة حرارة الخرزة إلى ما دون العتبة التفاعلية.
- الفحص بصرياً وباستخدام الاختبارات غير الإتلافية المناسبة للتطبيق (صبغة الاختراق، الأشعة السينية، أو الموجات فوق الصوتية حسب المواصفات).
- إذا تم الاشتباه في وجود تلوث، قم بإزالة اللحام وإعادة العمل عليه؛ لا تعتمد على الطلاءات أو المعالجات اللاحقة لإخفاء التقصف.
ملخص سريع - قاعدة المشغلين البالغة 60 ثانية
قبل أن تضغط على زناد الليزر المحمول باليد، قم بإجراء هذه الفحص لمدة 60 ثانية: سطح نظيف ✓، نقاء وغاز الأرجون ✓، حاجز خلفي أو غلاف في مكانه ✓، لون لحام الاختبار ✓. إذا فشل أي عنصر، قم بتصحيحه قبل المتابعة.
أهم النقاط
اللحام بالتيتانيوم ليس صعبًا بطبيعته، ولكنه لا يغفر الأخطاء. إن ألفة المادة تجاه الأكسجين والنيتروجين والهيدروجين تعني أن أي تهاون بسيط في الحماية أو إعداد السطح يمكن أن يؤثر بشكل دائم على سلامة اللحام.
في تطبيقات الليزر المحمولة، يعتمد النجاح بشكل أقل على إعدادات الطاقة وأكثر على انضباط العملية. مادة أساسية نظيفة. غاز واقٍ مستقر وعالي النقاء. بيئات تنقية محكمة. حماية مؤكدة قبل وبعد التدفق. هذه ليست خطوات اختيارية - إنها إجراءات أمان هيكلية ضد التقصف وتلوث السطح.
المشغلون الذين يتعاملون مع لحام التيتانيوم كعملية تحكم في التلوث بدلاً من مجرد عملية ربط يحققون باستمرار ملامح خرز أنظف، ومعدلات مسامية أقل، وأداء ميكانيكي أكثر قابلية للتنبؤ.
إذا تم تقليل التعرض الجوي وتم توحيد الإجراءات، يمكن لأنظمة الليزر المحمولة باليد إنتاج لحامات تيتانيوم قابلة للتكرار وعالية الجودة ومناسبة للتطبيقات الصناعية المتطلبة.
في تصنيع التيتانيوم، الدقة ليست مجرد تركيز ليزري - بل هي تحكم بيئي.
لمزيد من المعلومات حول لحام التيتانيوم، يرجى انقر هنا.