
Laser Welding Problems: 9 Defects That Hurt Weld Quality and How to Fix Them
Laser welding problems usually come from a mismatch between material, parameters, shielding gas, focus position, and operator handling. This guide gives shop owners, welding engineers, and operators a practical way to diagnose porosity, cracks, burn-through, spatter, black smoke, undercut, poor penetration, and unstable weld shape before blaming the machine. The goal is to separate real laser welding problems from normal setup errors. You will also see when a handheld laser welding machine with better parameter control, wire feeding, or cooling stability can become part of the solution.
Table of Contents
Why Do Laser Welding Problems Happen?
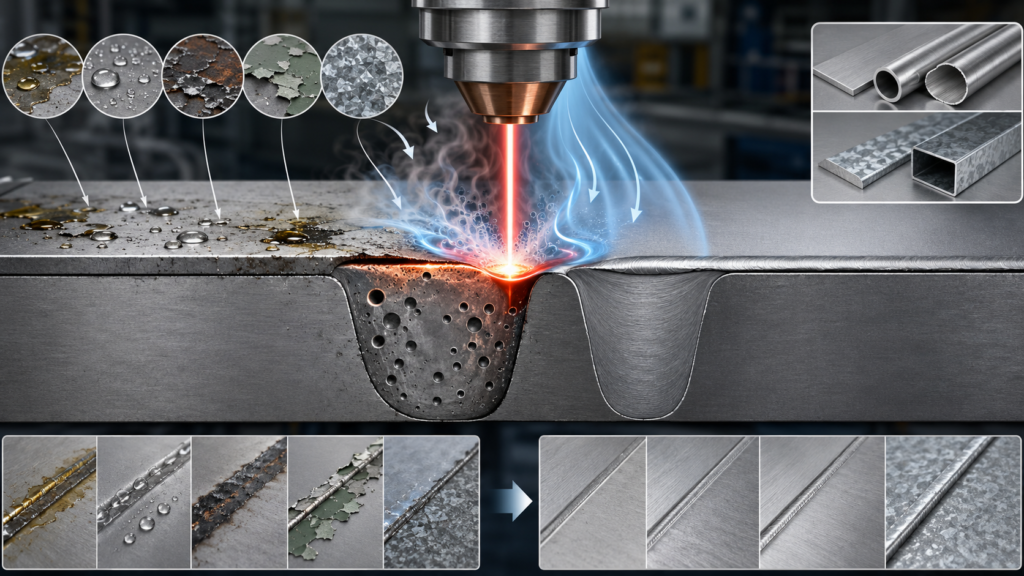
Most laser welding problems start before the beam touches the workpiece. A dirty surface, loose fit-up, wrong focal position, unstable gas flow, or unsuitable power-speed balance can change the weld pool within seconds.
A reliable process should check:
- surface oil, oxide, rust, coating, and moisture
- laser power and travel speed
- focal position and spot size
- shielding gas type, flow, and angle
- joint gap, clamping, and fixture stability
- wire feeding when the gap is wider than expected
What Causes Porosity in Laser Welds?
Porosity is one of the most frustrating laser welding defects because the surface may look acceptable while the inside contains trapped gas.
The cause is often contamination. Oil, moisture, oxide, paint, zinc coating, or cutting fluid residue can release gas into the molten pool. Inadequate shielding gas can also let air enter the weld. A study on porosity defect detection in narrow gap laser welding discusses the influence of process parameters and pollutants such as water and oil on porosity formation.
To reduce this type of laser welding problems, clean both joint edges, control gas coverage, slow down slightly if the weld pool is unstable, and test a small parameter window before full production.
For aluminum, porosity risk is often higher because hydrogen and oxide films are harder to control. For galvanized steel, trapped vapor can also cause blowholes if the zinc layer has no escape path.
Why Does Thin Sheet Metal Burn Through?
Burn-through usually means the heat input is too high for the material thickness. It happens when power is too high, speed is too slow, focus is too concentrated, or the operator pauses too long at one point.
This is one of the common laser welding problems in thin stainless steel, carbon steel sheet, and light-gauge fabrication. More power does not always mean better welding. For thin sheet metal, precise control is more valuable than a higher wattage rating.
Practical fixes:
1.lower laser power
2.increase travel speed
3.increase wobble width if the seam allows it
4.improve clamping to reduce joint gap
5.avoid stopping at corners or tack points
6.use preset parameters for repeated thin-sheet work
A handheld laser welding machine should allow fine adjustment, not only basic high-low power settings. If the operator cannot control heat input, thin metal will remain difficult.

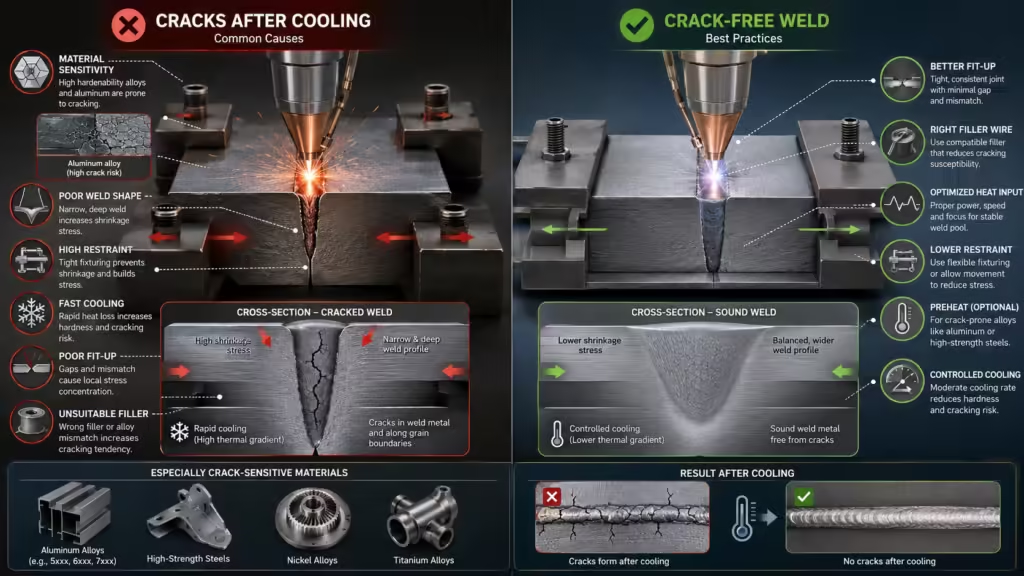
Why Do Laser Welds Crack After Cooling?
Cracks usually point to material sensitivity, poor weld shape, high restraint, fast cooling, or wrong filler selection. The TWI structural steel laser welding article explains that solidification cracking is influenced by chemistry, weld profile, welding speed, fit-up, restraint, and surface condition.
Aluminum alloys can be especially sensitive. A research paper on laser welding parameters and fillers for AA7075 found that filler selection and process parameters can strongly affect solidification cracking behavior.
To control cracking-related laser welding problems, reduce excessive heat input, avoid overly narrow deep welds when the material is sensitive, review filler wire choice, improve fit-up, and consider preheating for crack-prone materials.
Why Are Spatter and Black Smoke Appearing?
Spatter and black smoke are warning signs. The weld pool is unstable, the surface is dirty, coating is vaporizing, or shielding gas is not protecting the weld correctly.
The OSHA welding, cutting, and brazing hazards page notes that welding operations can involve metal fumes and radiation hazards. In a laser welding shop, black smoke is not only a quality issue. It also reminds operators to check ventilation, extraction, and PPE.
Common causes include:
- oil, paint, plating, or zinc coating on the surface
- focal position too high or too low
- excessive power
- unstable hand movement
- poor shielding gas direction
- wrong gas flow
To reduce spatter, clean the workpiece, adjust focus, lower excessive power, improve gas coverage, and keep travel speed consistent. The Fabricator article on porosity causes is not laser-specific, but it is useful for understanding how shielding gas and trapped contamination can create weld quality issues.

Why Is the Weld Not Penetrating Deep Enough?
Poor penetration means the joint is not properly fused through the required depth. This can happen when power is too low, travel speed is too high, focal position is wrong, the joint gap is excessive, or the material is thicker than the machine can handle.
The TWI page on incomplete root fusion or penetration explains that incomplete fusion and incomplete penetration are important weld imperfections. In laser welding, this problem often appears when the operator tries to weld thick parts using thin-sheet settings.
To solve penetration-related laser welding problems, increase power within safe limits, reduce speed, reset focus, improve clamping, and test wire feeding if the gap needs filling. For thicker parts, a 2000W or higher-power solution may be more realistic than forcing a lower-power unit to do heavy work.

How Do Parameters Affect Weld Quality?
Many laser welding problems come from treating parameters as fixed numbers instead of a process window. Power, speed, focus, gas, wobble width, and wire feed must work together.
| Parameter | Too High | Too Low | Practical Adjustment |
|---|---|---|---|
| Power | burn-through, spatter | lack of fusion | match material thickness |
| Speed | shallow fusion | overheating | balance with power |
| Focus | unstable pool | wide weak weld | reset on test coupon |
| Gas flow | turbulence | oxidation, pores | adjust flow and angle |
| Wobble width | wide weak bead | narrow unstable bead | match joint gap |
| Wire feed | overfill | underfill | match travel speed |
The Wikipedia article on laser beam welding describes laser beam welding as using a concentrated heat source that can create narrow, deep welds and high welding rates. That advantage becomes useful only when parameters are controlled.
A Practical Laser Welding Problems Checklist for the Shop Floor
Use this troubleshooting sequence before changing the machine or replacing parts. It works for daily laser welding problems in small shops, sheet metal fabrication plants, and mixed-material production lines.
1.Identify the defect: porosity, crack, spatter, burn-through, lack of fusion, undercut, or black smoke.
2.Clean the material and repeat the weld.
3.Check shielding gas flow, direction, and nozzle condition.
4.Reset focus and confirm the beam position.
5.Adjust power and travel speed in small steps.
6.Check clamping and joint gap.
7.Add wire feeding if the gap cannot be closed.
8.Record the best setting for that material and thickness.
This simple flow makes laser welding troubleshooting faster. It also helps operators avoid random parameter changes that create new defects.
When Is the Machine Part of the Problem?
Not every defect is caused by equipment. However, some laser welding problems are easier to control when the machine gives operators enough flexibility.
Watch for these signs:
- the machine cannot hold stable output during long work
- thin sheet settings are too coarse
- there is no wobble welding control
- the wire feeder is unstable or unavailable
- cooling alarms appear during production
- the interface cannot store material presets
- different operators cannot repeat the same weld quality
In real production, a practical laser welding machine should support stable output, adjustable power, wobble welding, optional wire feeding, efficient cooling, and clear parameter storage for stainless steel, carbon steel, galvanized sheet, and aluminum.
Conclusion
Laser welding problems should be diagnosed step by step, not guessed. Start with material cleaning, gas coverage, focus, power, speed, clamping, and filler wire before assuming the machine is defective. If the same laser welding problems keep returning across different materials or operators, then equipment capability should be reviewed. A stable, adjustable, well-cooled handheld system with wire feeding and preset parameters can make laser welding problems easier to control in daily production.
FAQ
What are the most common laser welding problems?
The most common issues include porosity, cracks, burn-through, spatter, black smoke, lack of fusion, poor penetration, undercut, and unstable weld shape. These laser welding problems usually come from surface condition, parameters, shielding gas, fit-up, or machine stability.
Why does laser welding create pores?
Pores usually come from trapped gas, dirty surfaces, moisture, oxide, coating vapor, unstable keyhole behavior, or poor shielding gas coverage.
How do you reduce spatter in laser welding?
Clean the metal, reset the focal position, reduce excessive power, improve shielding gas direction, and keep travel speed steady.
Why does laser welding burn through thin metal?
The heat input is too high for the sheet thickness. Lower power, increase speed, widen the wobble pattern, and improve clamping.
Can a better machine reduce defects?
Yes, if the defect is linked to unstable output, limited parameter control, weak cooling, or poor wire feeding. Material preparation and operator technique still matter.
Is handheld laser welding suitable for beginners?
Yes, but beginners still need training on power, speed, focus, shielding gas, wire feeding, and laser safety. OSHA’s laser hazards standards page is a useful starting point for understanding safety requirements.