Laser Solutions for Mold & Equipment Manufacturing
Laser Solutions for Mold & Equipment Manufacturing
Industry Reality: In mold making and heavy equipment manufacturing, success is defined by three metrics: Precision, Stability, and Delivery Cycle. The Laser Value: We replace manual, variable processes with controlled digital precision. Whether it’s restoring a worn mold cavity without warping the base, or ensuring a structural weld fits perfectly the first time, laser technology reduces the “hidden costs” of benchwork, fitting, and secondary polishing.
Common Challenges
If your toolroom or assembly floor fights these issues, our solutions address them directly:
- Assembly Fit & Tolerance: Constant manual grinding and shimming because parts don’t align perfectly.
- Risky Repairs: TIG welding on a mold core causes heat distortion or sinks, ruining the parting line and requiring massive rework.
- Surface Contamination: Oxide layers or residual release agents causing weld porosity or coating delamination.
- Traceability Chaos: Mixing up similar looking sliders/inserts, or losing track of maintenance cycles because ID tags fell off.
- Processing Bottlenecks: Waiting for EDM or wire-cutting for simple fixture adjustments or shims.
Typical Workpieces & Materials
Workpieces:
- Mold Components: Cores, cavities, sliders, lifters, ejector pins.
- Equipment Parts: Structural frames, mounting plates, precision shafts, custom fixtures/jigs.
- Maintenance: Worn surfaces requiring buildup (cladding).
Materials:
- Tool Steels: P20, H13, S7, D2 (Hardened states).
- Structural: Carbon steel, Stainless steel (304/316).
- Non-Ferrous: Aluminum (6061/7075), Copper alloys (Beryllium Copper).
Surface States:
- Heat-treated, nitrided, oily, rusty, or coated surfaces requiring prep.
What You’re Trying to Achieve
- [Improve Assembly Accuracy]
- Cut precise shims and fixtures instantly to aid fit-up.
- [Stable Repair Welding]
- Restore edges/surfaces with minimal Heat Affected Zone (HAZ).
- [Surface Prep for Coating/Welding]
- Remove oxides/contaminants without dimensional change.
- [Permanent Part ID & Traceability]
- Deep engrave codes that survive heat, pressure, and abrasion.
- [Fast Fixture Fabrication]
- Rapidly prototype jigs to hold complex parts for machining.
Recommended Process Paths
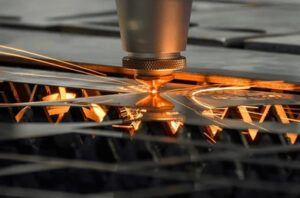
1 Precision Cutting / Shaping Path
- Application: Cutting custom shims, assembly jigs, checking fixtures, and modifying structural plates.
- The Result: Elimination of “fitting” time. Parts are cut to exact tolerance, reducing the need for manual grinding during final assembly.
2 Repair & Assembly Welding Path
- Application: Precision buildup on worn mold edges, repairing cracks in equipment frames, and joining structural components.
- The Result: Low-Heat Input. Unlike TIG, laser welding minimizes distortion, preserving the hardness and dimensional tolerance of the base material. Drastically reduces post-weld machining.
3 Surface Cleaning & Preparation Path
- Application: Removing rust from stored molds, cleaning oxides before welding aluminum, stripping paint/grease without grit blasting.
- The Result: A pristine surface that ensures 100% weld fusion or coating adhesion. Non-abrasive cleaning protects critical mold tolerances (unlike sandblasting).
4 Marking & Traceability Path
- Application: Deep engraving of Part IDs, QR codes for maintenance tracking, and version numbers on interchangeable inserts.
- The Result: Clear management of assets. Codes remain readable even after thousands of molding cycles or heat treatment processes.
Laser Equipment Needed
To execute these processes, this is the hardware required:
- Laser Welding Machine: Handheld for large equipment frames; Automated/Joystick-controlled for precision mold repair.
- Laser Cleaning Machine: Pulse laser for non-damaging mold cleaning; CW laser for heavy rust removal on frames.
- Laser Marking Machine: Fiber/MOPA for deep engraving on hardened tool steel.
- Laser Cutting Machine: (Optional) For rapid fabrication of fixtures and sheet metal components.
- Electric Dot Peen Marking Machine: (Optional) For deep, stress-free marking on heavy castings or rough surfaces where visual contrast is less important than depth.
How to Choose the Right Setup
1 Work Type & Tolerance Requirements
- High Tolerance (Molds): Requires precise, pulsed laser welding to control heat accumulation and avoid sinking.
- Structural (Frames): Requires high-power CW (Continuous Wave) welding for deep penetration and speed.
2 Part Size & Accessibility
- Large Molds/Machines: You cannot move a 5-ton tool to a laser station. You need mobile/handheld laser solutions with long fiber cables.
- Small Inserts: Best processed in a stationary enclosed class 1 safety station.
3 Production vs. Repair Workflow
- Repair Focus: Prioritize flexibility and manual control (joystick/handheld) to reach difficult geometries.
- Production Focus: Prioritize automation readiness and fixture repeatability.
4 Fixturing & Repeatability
- The Reality: The laser is precise, but is your part positioning? For assembly, investment in rapid-change fixtures is often more valuable than higher laser power.
Quality & Acceptance (Practical)
- Welding: Verify no undercut, minimal HAZ (no hardness drop), and consistent bead width.
- Cleaning: “Water Break Test” for cleanliness; verify no substrate material removal (dimensional check).
- Marking: Grade A/B readability; depth verification (e.g., >0.1mm) to survive wear.
- Cutting: Burr-free edges that require no secondary filing before assembly.
Best value laser equipment for Mold & Equipment Manufacturing
Get precision-engineered laser equipment built for the high-stakes world of toolmaking and machine building—where assembly accuracy, low-heat repair, and lifecycle traceability define your success. From distortion-free mold repair welding and non-destructive surface prep to permanent insert marking and precision fixture cutting, our solutions focus on eliminating manual fitting, preserving material hardness, and extending tool life. Share your steel grade, repair depth, or assembly targets, and our engineers will recommend the most stable, cost-effective configuration for your shop.




Mold & Equipment Manufacturing news and the latest application solutions
Stay up to date with the evolving demands of precision toolmaking and heavy equipment fabrication—plus the practical laser strategies that save time on the bench. Here we share field-tested tips for low-distortion repair welding, non-abrasive surface restoration, and lifecycle asset tracking, along with new maintenance strategies and lessons learned from the toolroom. If you’re facing a specific tolerance or wear challenge, you’ll find clear, technical guidance—not just industry headlines.
-
 If your fabrication shop is still relying exclusively on manual TIG welding for thin to medium stainless steel parts, you are likely losing money in the grinding and polishing department.
If your fabrication shop is still relying exclusively on manual TIG welding for thin to medium stainless steel parts, you are likely losing money in the grinding and polishing department. -
 About how to choose 1500W VS 2000W Laser Welder This question:For most standard sheet metal fabricators, a 1500W laser welder is fully sufficient to handle standard thin-plate welding requirements. However
About how to choose 1500W VS 2000W Laser Welder This question:For most standard sheet metal fabricators, a 1500W laser welder is fully sufficient to handle standard thin-plate welding requirements. However -
-

-

-

-
-
-

-

-

-

Resource Download
Download resources tailored for mold making and equipment fabrication, such as repair welding parameter charts for tool steels, non-abrasive cleaning guides, deep engraving depth tables, and maintenance checklists for laser welding, cleaning, and marking. If you can’t find the specific parameter for your steel grade or part geometry, send us your requirements and we’ll provide the right files.
Mold & Equipment Application Guide
PDF • 5.2 MB
Deep Engraving & Maintenance Marking Guide
PDF • 5.2 MB
Surface Preparation Tips
PDF • 5.2 MB
The First Choice of Global Customers
Manufacturers choose GLOBALLASER for one simple reason: the results stay consistent in real production. From laser cutting and welding to cleaning and marking, our machines are built to run reliably, deliver repeatable quality, and fit smoothly into your workflow.

Vision Laser Marking Machine
Electronic Component Manufacturers

Separate Fiber Laser Marking Machine
Advertising Craft Business Owner
Standard Handheld Marking Machine
Industrial Parts Supplier

Cabinet CO2 Laser Marking Machine
Custom Equipment Manufacturers
3020 Laser Engraving Machine
Precision Machinery Company
FAQ
Technical Answers for Toolmakers & Engineers We know that in mold making and heavy equipment fabrication, “good enough” doesn’t exist. You are dealing with hardened tool steels, critical tolerances, and expensive assets where a single mistake during repair or finishing can cost thousands. Below are the technical answers regarding heat control, surface integrity, and material compatibility. If you have a specific steel grade or a unique geometry not mentioned here, send us the details for a specific feasibility assessment.
How do we prevent heat distortion during mold repair?
Can we laser weld hardened tool steels successfully?
Will laser cleaning damage the critical mold surface?
How deep can we mark for permanent identification?
Can we process heavy molds without moving them?
Does laser welding affect the base metal hardness?